

La réalisation de l’optique sera divisée en plusieurs parties :
Vous pouvez aller directement à la section qui vous intéresse en cliquant sur l’un des choix ci-dessous. Vous pourrez ensuite revenir directement ici avec la flèche retour de votre navigateur.
1 – Préparatifs
2 – Réunissage
3 – Doucissage
4 – Polissage
5 – Parabolisation
6 – Contrôles
Dans cette page, certaines photos et/ou illustrations sont “cliquables”, c’est à dire qu’en cliquant sur elles cela fera apparaître la photo en plus grande taille. Pour distinguer celles qui sont cliquables de celles qui ne le sont pas, quand vous survolez une image, un dessin ou une vidéo avec votre curseur (généralement en forme de flèche) celui-ci prend alors la forme d’une main. Pour revenir à la page, cliquez sur la croix en haut à droite ou tapez sur la touche ESCAPE de votre clavier.
Préparatifs
Dans un souci d’équité, nous avons décidé de partager nos commandes entre les deux artisans opticiens français au service des amateurs à l’époque :
- La société Mirro Sphère (Franck Grière) sera sollicitée pour la fourniture du blank.
- La société Astrotélescope (Jean-Marc Lecleire) nous procurera quant à elle le kit d’abrasifs et de produits à polir.
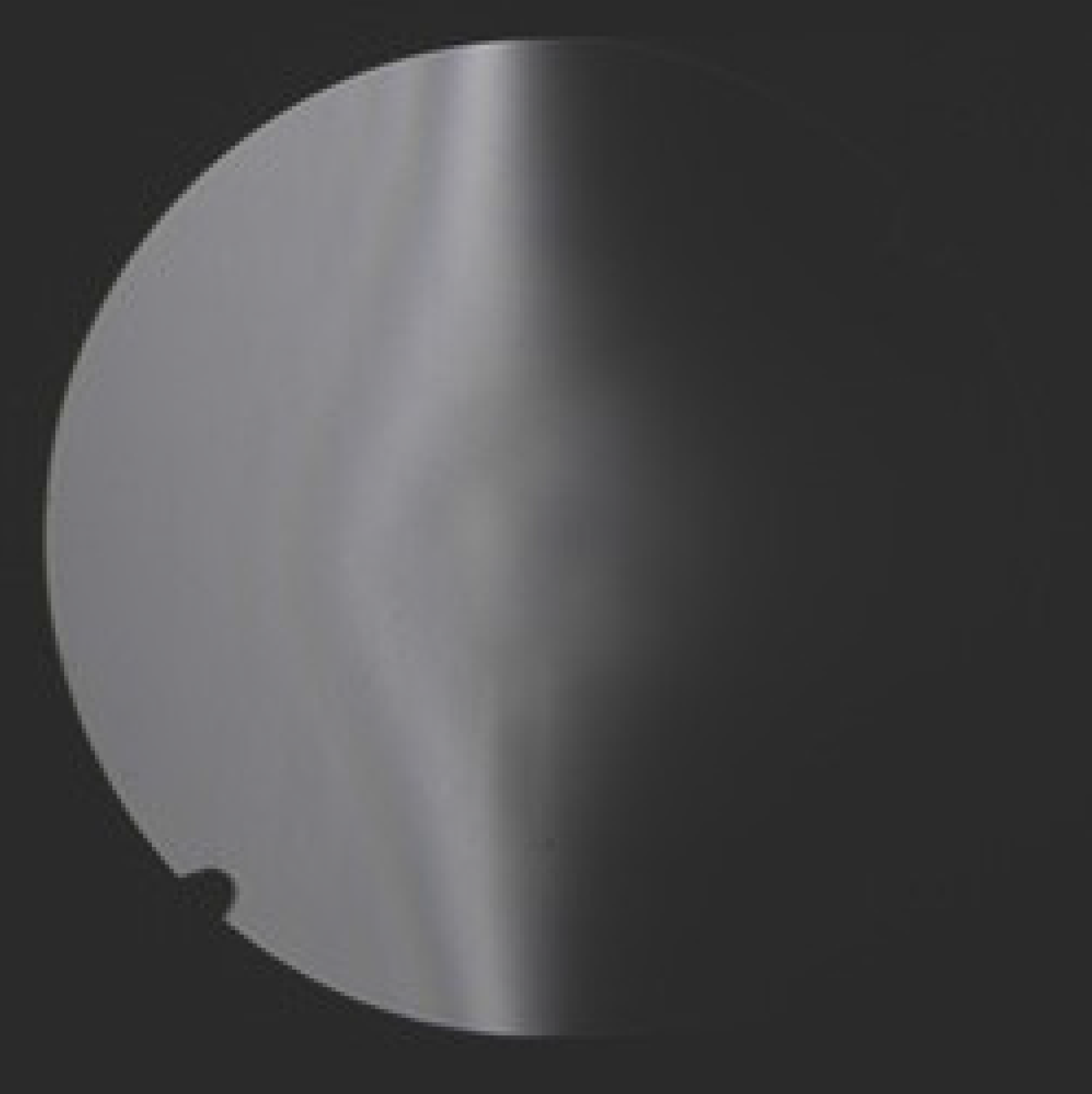
Nous avons donc passé commande le 25 août 2007 d’un disque de Suprax de 410 mm de diamètre et 45 mm d’épaisseur. Nous avons opté pour un disque pré-ébauché. En effet, cette phase du travail ne présentait pas à nos yeux un grand intérêt et l’économie par rapport au coût de quelques kilos de carbo nécessaires au dressage des faces et à la réalisation de la courbure était relativement minime.
Le disque brut de Suprax a été découpé dans un blank de 600 mm de diamètre par un sous-traitant de Mirro Sphère. La technique utilisée est celle de la découpe au jet d’eau abrasif sous pression. Le disque a ensuite été pré-ébauché et débordé à la meule diamantée par Franck Grière. Un réunissage de la surface concave et du dos a enfin été réalisé par ses soins.
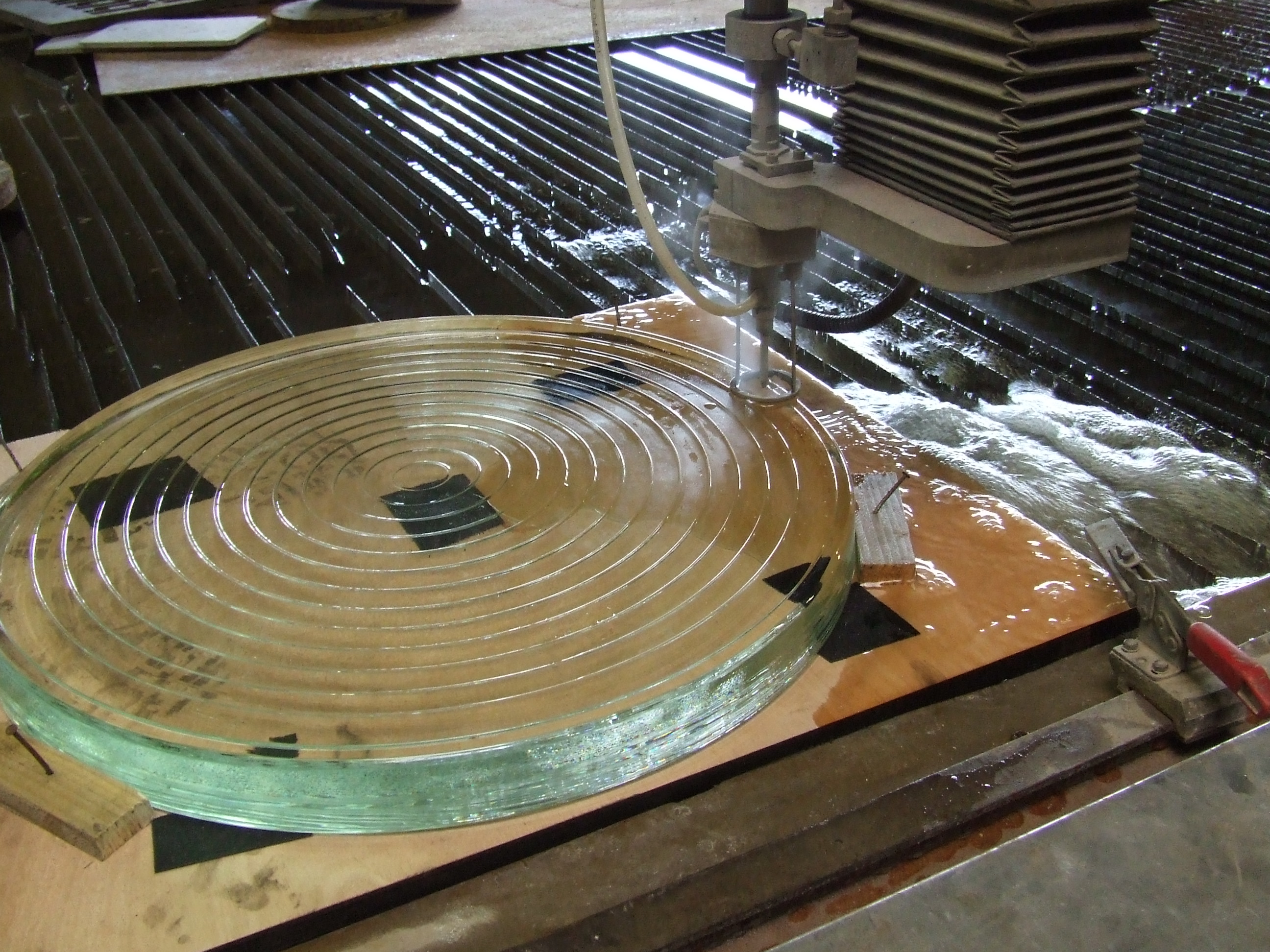
 Miroir de 400 mm pré-ébauché
Miroir de 400 mm pré-ébauché
Nous avons récupéré le blank pré-ébauché le 11 octobre 2007 dans l’atelier de Mirro Sphère à Marzy.
Le kit d’abrasifs et produits à polir commandé chez Astrotélescope comprenait :

| N° | Produit | Nature | Poids | Phase concernée |
| 1 | C120 | Carborundum | 1 kg | Réunissage |
| 5 | W180 | Grenat | 500 g | Fin Réunissage, Doucissage |
| 6 | W240 | Grenat | 500 g | Doucissage |
| 2 | C400 | Carborundum | 250 g | Doucissage |
| 4 | W6 | Grenat | 200 g | Doucissage |
| 3 | C1200 | Carborundum | 200 g | Fin Doucissage |
| 7 | Cérite 415 | Oxyde de Cérium | 500 g | Polissage |
| 8 | Oxycon | Oxyde de Zirconium | 250 g | Fin Polissage, Parabolisation |
| 9 | Opaline | Oxyde de Cérium raffiné | 150 g | Fin Parabolisation |
| 10 | Poix | Gugolz 55 n° 10 | 3 kg | Polissage, Parabolisation |
La grande quantité de poix commandée s’explique par le nombre de polissoirs nécessaires au polissage et à la parabolisation (pleine taille et subdiamétraux).
Par précaution, nous avons vérifié que le disque ne présentait pas des tensions internes. Pour cela, nous avons utilisé un filtre polarisant retiré délicatement d’un écran LCD de téléviseur.
 |
 |
| Matériel utilisé pour le contrôle des tensions | Contrôle des tensions |
Comme on peut le constater dans la vidéo ci-dessus à droite, aucun dégradé de teinte n’apparaît lors de l’extinction par rotation du filtre polarisant. Cet état de fait n’a rien d’étonnant car des défauts de tensions significatifs n’ont jamais été rapportés sur ce type de verre (Borosilicate moulé).
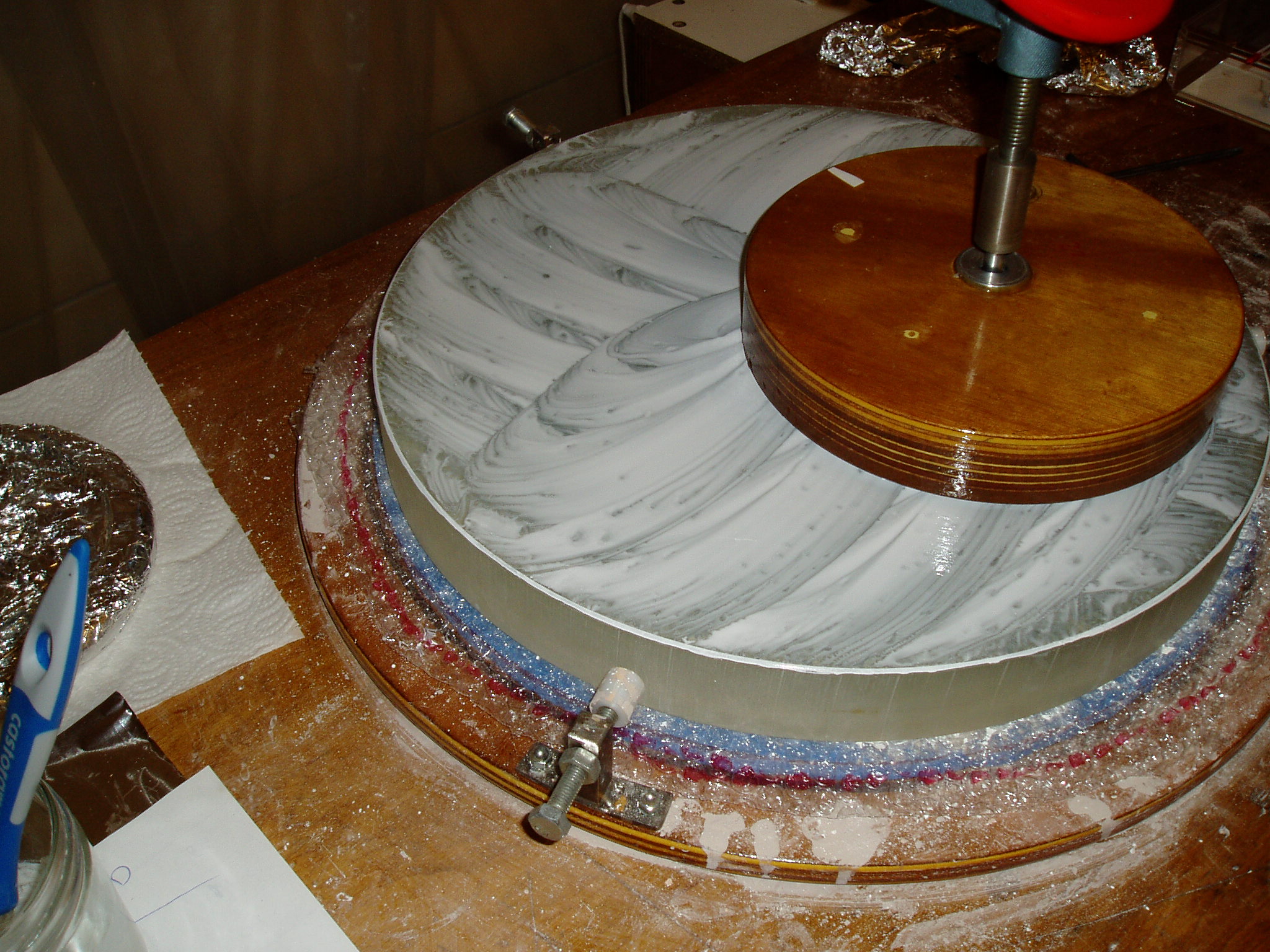
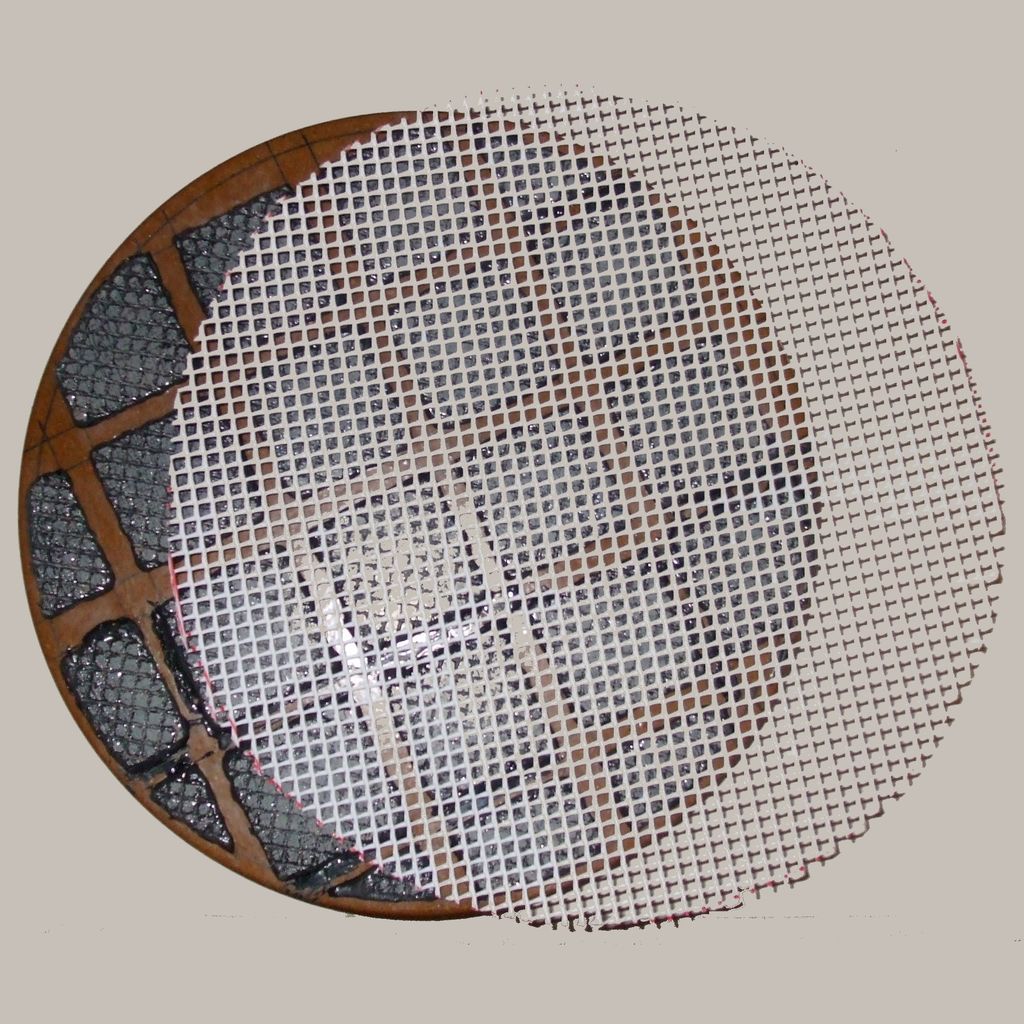
Pour le travail aux abrasifs, nous avons opté pour un outil segmenté à base de carreaux de grès cérame sur support bois. Ce disque est constitué de plusieurs épaisseurs de contreplaqué. Il recevra trois couches de vernis de marine afin de le rendre parfaitement étanche à l’eau. Les carreaux de grès cérame seront fixés au disque via une fine couche de poix. Nous avons préféré cette option à un collage afin de bénéficier des qualités de souplesse de la poix. En effet, il nous sera ainsi possible de presser l’ensemble des carreaux sur le miroir entre deux séances de travail afin de garantir le maintien durable de la forme de l’outil ce qui semble à priori plus aléatoire avec un collage classique.
 |
 |
| Détail de la fabrication de l’outil segmenté | |
Réunissage
La surface concave pré-ébauchée à la meule diamantée est relativement brute. Il convient donc de l’homogénéiser et tendre vers une forme sphérique la plus parfaite possible tout en ajustant le rayon de courbure à la valeur cible souhaitée : Ce sont les objectifs du réunissage.
 |
 |
L’abrasif utilisé à ce stade était le Carbo 120 avec des courses normales en W ou en Y. Afin d’augmenter le rendement du travail, des masselottes de 2,5 kg chacune ont été disposées sur le disque supérieur.
L’homogénéité de la forme sphérique a été contrôlée par la méthode du quadrillage de la surface du miroir au feutre indélébile.
 |
 |
L’ajustement du rayon de courbure a été réalisé au sphéromètre équipé d’un comparateur. La position du miroir a été alternée dessus/dessous afin d’homogénéiser la sphère mais également pour ajuster le rayon de courbure. Dans le cas présent, les séchées miroir dessus ont été plus nombreuses car le rayon de courbure devait être un peu raccourci.

|
Date |
Nombre de séchées |
Total des séchées |
|
| Miroir dessus | Miroir dessous | ||
| 24/11/2007 | 3 | 3 | 6 |
| 30/11/2007 | 12 | 3 | 15 |
| 07/12/2007 | 14 | 1 | 15 |
| 08/12/2007 | 14 | 0 | 14 |
| 14/12/2007 | 11 | 0 | 11 |
| 22/12/2007 | 10 | 0 | 10 |
| 04/01/2008 | 8 | 4 | 12 |
| 11/01/2008 | 3 | 1 | 4 |
| TOTAL | 75 | 12 | 87 |
Doucissage
La phase de doucissage ne présente pas de difficulté particulière. On s’attachera à vérifier l’élimination des piqûres du grain précédent et à maintenir le rayon de courbure à la valeur préalablement définie. La principale préoccupation se limitera à prévenir toute contamination d’un grain issu d’une session précédente qui pourrait causer des rayures et un retour en arrière dans la phase de doucissage. Un soin extrême a donc été apporté au nettoyage.
Les mêmes types de courses normales que pour le réunissage ont été utilisées en variant les amplitudes, les formes et en alternant les opérateurs. Le poids rajouté à été progressivement diminué jusqu’à être éliminé à la fin du doucissage.
 |
 |
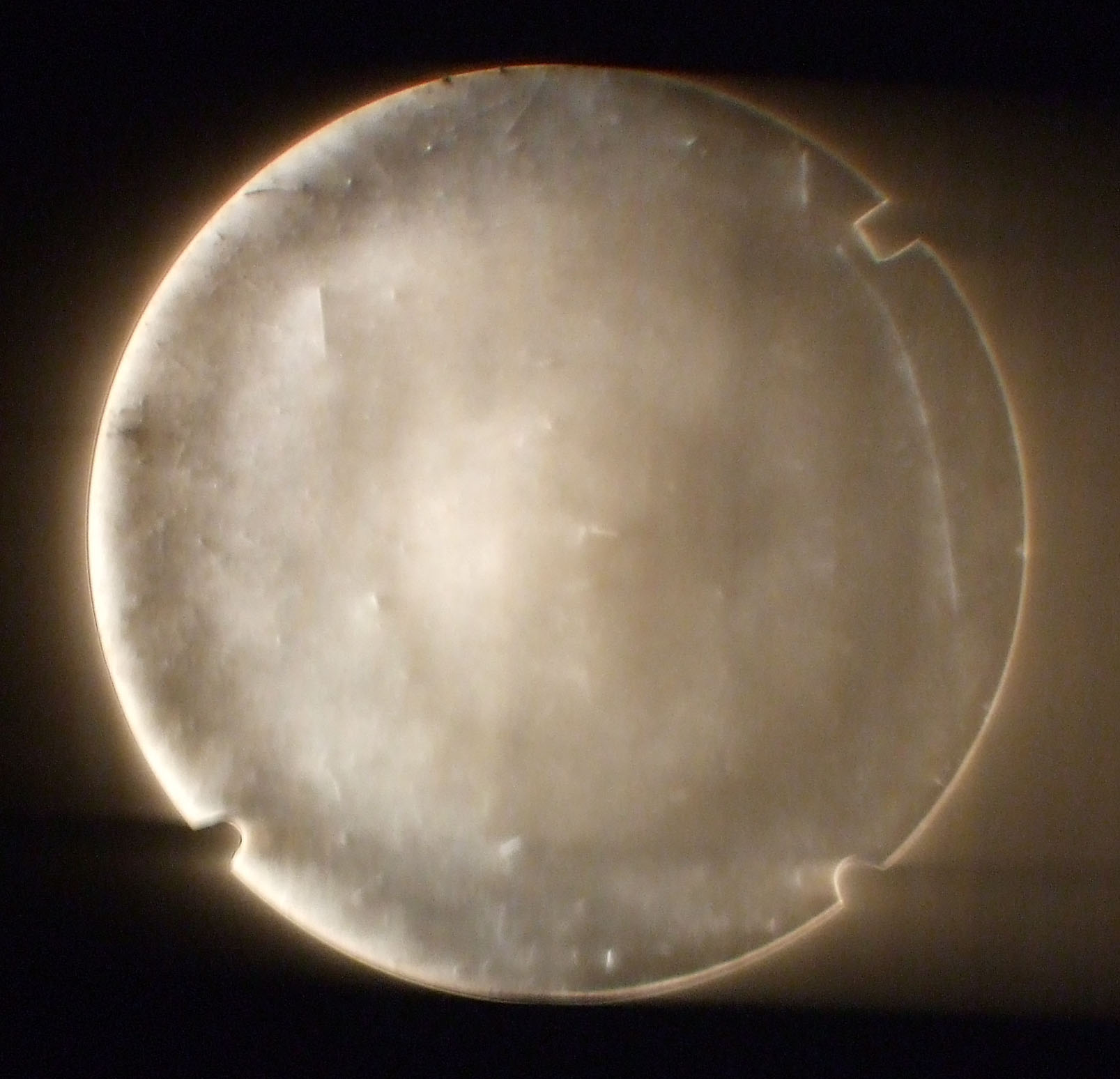
L’évolution de la disparition des piqûres du grain précédent a été mesurée à l’aide d’un oculaire sur plusieurs zones de la surface avec un éclairage puissant au dos du miroir.
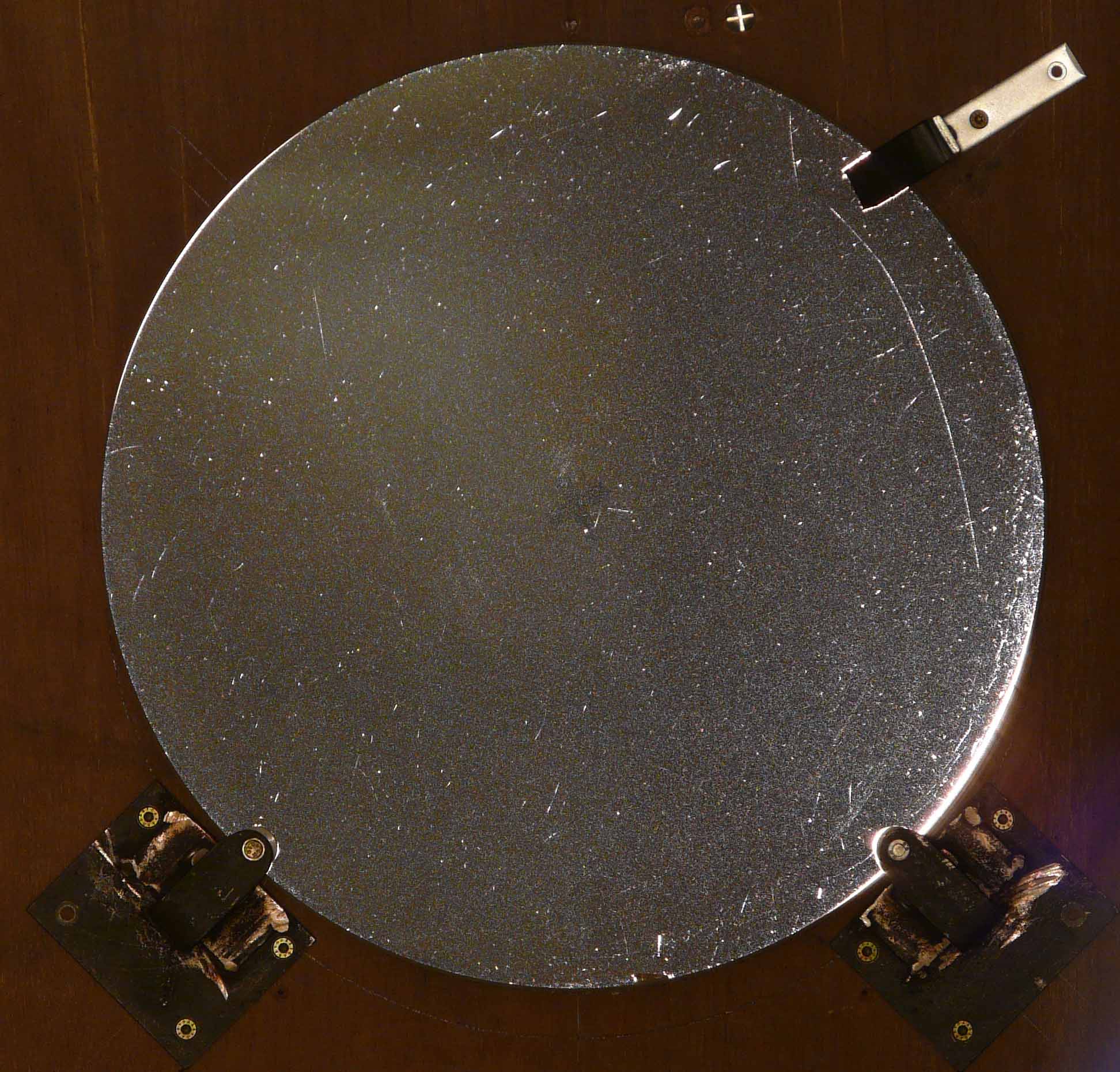
Le chanfrein a quant à lui été entretenu à l’avancement avec des pierres abrasives de granulométries comparables à celle utilisées pour le travail de la surface optique. Pour faciliter cette opération, nous avons installé le miroir sur un plateau tournant motorisé.
 |
 |
Le tableau de marche du doucissage a été le suivant :
| C180 | C240 | ||||||||
| Dates | Miroir dessus |
Miroir dessous | Dates | Miroir dessus | Miroir dessous | ||||
| 19/01/2008 | 12 | 6 | 16/02/2008 | 10 | 3 | ||||
| 01/02/2008 | 12 | 6 | 17/02/2008 | 9 | 4 | ||||
| 02/02/2008 | 6 | 3 | 18/02/2008 | 8 | 2 | ||||
| 22/02/2008 | 6 | 3 | |||||||
| Total | 30 | 15 | Total | 33 | 12 | ||||
| TOTAL | 45 | TOTAL | 45 | ||||||
| C400 | W6 | ||||||||
| Dates | Miroir dessus | Miroir dessous | Dates | Miroir dessus | Miroir dessous | ||||
| 01/03/2008 | 12 | 6 | 28/03/2008 | 7 | 2 | ||||
| 07/03/2008 | 12 | 5 | 11/04/2008 | 9 | 4 | ||||
| 14/03/2008 | 6 | 2 | 12/04/2008 | 10 | 6 | ||||
| 15/03/2008 | 6 | 4 | |||||||
| Total | 36 | 17 | Total | 26 | 12 | ||||
| TOTAL | 53 | TOTAL | 38 | ||||||
| C1200 | |||||||||
| Dates | Miroir dessus | Miroir dessous | |||||||
| 26/04/2008 | 8 | 3 | |||||||
| 02/05/2008 | 9 | 4 | |||||||
| 09/05/2008 | 6 | 1 | |||||||
| 10/05/2008 | 3 | 2 | |||||||
| Total | 26 | 10 | |||||||
| TOTAL | 36 | ||||||||
Soit un nombre total de séchées qui s’élève 217 ce qui est largement supérieur à celui requis car nous avons pris le parti de prendre de la marge pour plus de sécurité sur le résultat obtenu.
Polissage
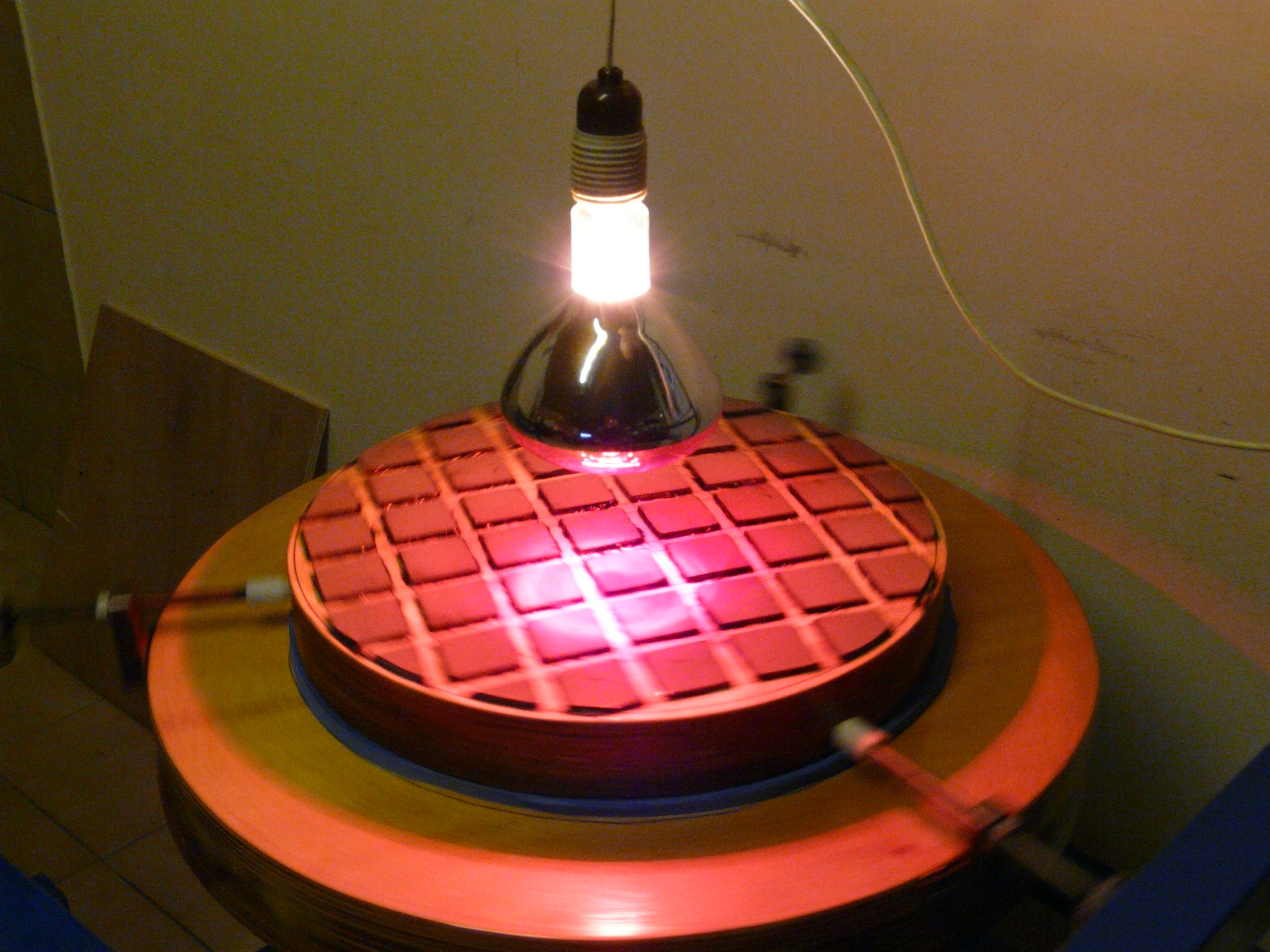
Pour le polissage nous allons réutiliser la base bois de l’outil pleine taille. Une fois débarrassé de ses carreaux, il sera nettoyé et revêtu de nouvelles couches de vernis. Le polissoir sera fabriqué selon la classique méthode Texereau : poix coulée en goulottes, carrés découpés (40 mm x 40mm) et collés à chaud sur l’outil.
 |
 |
Afin d’optimiser le pressage, nous utiliserons une lampe à infrarouge pour réchauffer la poix. Pour le nettoyage du miroir et du polissoir en fin de séance, nous utiliserons un support incliné fabriqué dans une section de tube PVC d’assainissement.
 |
 |
Le polissage du miroir démarre le 30 mai 2008. Il est d’abord réalisé au polissoir pleine taille à la machine pantographe en alternant miroir dessous et miroir dessus :
| Date | Durée | Position | Ajout poids | Température |
| 30/05/2008 | 3h00 | Miroir dessous | Néant | 20°C |
| 07/06/2008 | 3h00 | Miroir dessus | Néant | 19 à 20°C |
En position « dessus », le miroir est entraîné grâce à 3 touches latérales solidaires d’un plateau supérieur (voir ci-dessous).

Le miroir est ensuite transféré sur la machine double excentrique afin d’en vérifier l’efficacité.
Le travail est réalisé en pleine taille, miroir dessous. Le déroulé des sessions est le suivant :
| Date | Durée | Débord | Ajout poids | Vitesse bras | Température |
| 13/06/2008 | 2h30 | 25% | Néant | 8t / mn | 20 à 21°C |
| 27/06/2008 | 1h00
1h00 1h00 |
1/3D à ¼ D | 2 kg
1 kg Néant |
25t / mn | 22°C |
Un premier contrôle global du miroir est réalisé à l’appareil de Foucault (couteau et trame de Ronchi) :
 |
 |
Celui-ci révèle des défauts zonaux d’amplitudes relativement modérées : au bord (avant-dernière zone relevée puis dernière zone rabattue) et au centre (légère bosse). Cette forme générale n’est pas inquiétante à ce stade. Par contre, un contrôle sommaire à l’étoile artificielle met en évidence un astigmatisme d’ensemble (ovalisation des plages intra et extra). L’évolution de ce défaut sera particulièrement à surveiller par la suite.
L’activité du travail optique n’étant pas compatible avec l’accueil du public à l’observatoire en période estivale, les travaux de polissage sont suspendus pendant les mois de juillet, août et septembre.
La reprise du travail le 3 octobre 2008 s’effectue à la main en pleine taille miroir dessus pendant 30 mn. Le miroir est ensuite placé sur la machine double excentrique pendant 2h00 miroir dessous. Le 17 octobre, une session de 2h00 est réalisée à la machine pantographe miroir dessous avec le pleine taille. A l’issue de celle-ci, un nouveau contrôle de l’astigmatisme est réalisé à l’étoile artificielle :

Celui-ci révèle la persistance de l’astigmatisme (ovalisation des plages intra / extra avec rotation de la figure de 90°).
Les causes de ce défaut sont recherchées :
- Inadaptation du maintien du miroir en position dessus sur la machine pantographe ?
- Poids rajoutés disposés directement sur le polissoir et mal répartis ?
- Molleton : Tapis de sol mince sous le miroir trop rigide (couche unique) ?
Afin de prévenir et traiter cet astigmatisme, il est décidé de :
- Rajouter un film à bulle en plus du molleton existant
- Positionner les poids rajoutés sur l’axe du doigt d’entraînement et non sur le disque polissoir
- Augmenter le poids rajouté pour améliorer l’efficacité du polissage et accélérer ainsi la résorption de l’astigmatisme.
- Abandonner le système de maintien du miroir en position miroir dessus.
Sur ces bases, le travail est relancé à la machine pantographe :
| Date | Durée | Position | Ajout poids | Température |
| 24/10/2008 | 2h00 | Miroir dessous | 3 kg | 19°C |
De nouveaux contrôles au Foucault sont effectués le 31 octobre 2008 :
 |
 |
Ils révèlent une légère atténuation des défauts zonaux notamment au bord. Le travail de polissage est donc poursuivi dans les mêmes conditions :
| Date | Durée | Position | Ajout poids | Température |
| 08/11/2008 | 1h00
1h00 |
Miroir dessous | 3 kg
1 kg |
19 à 20°C |
A l’issue de cette session, un nouveau contrôle au Foucault est réalisé :
 |
 |
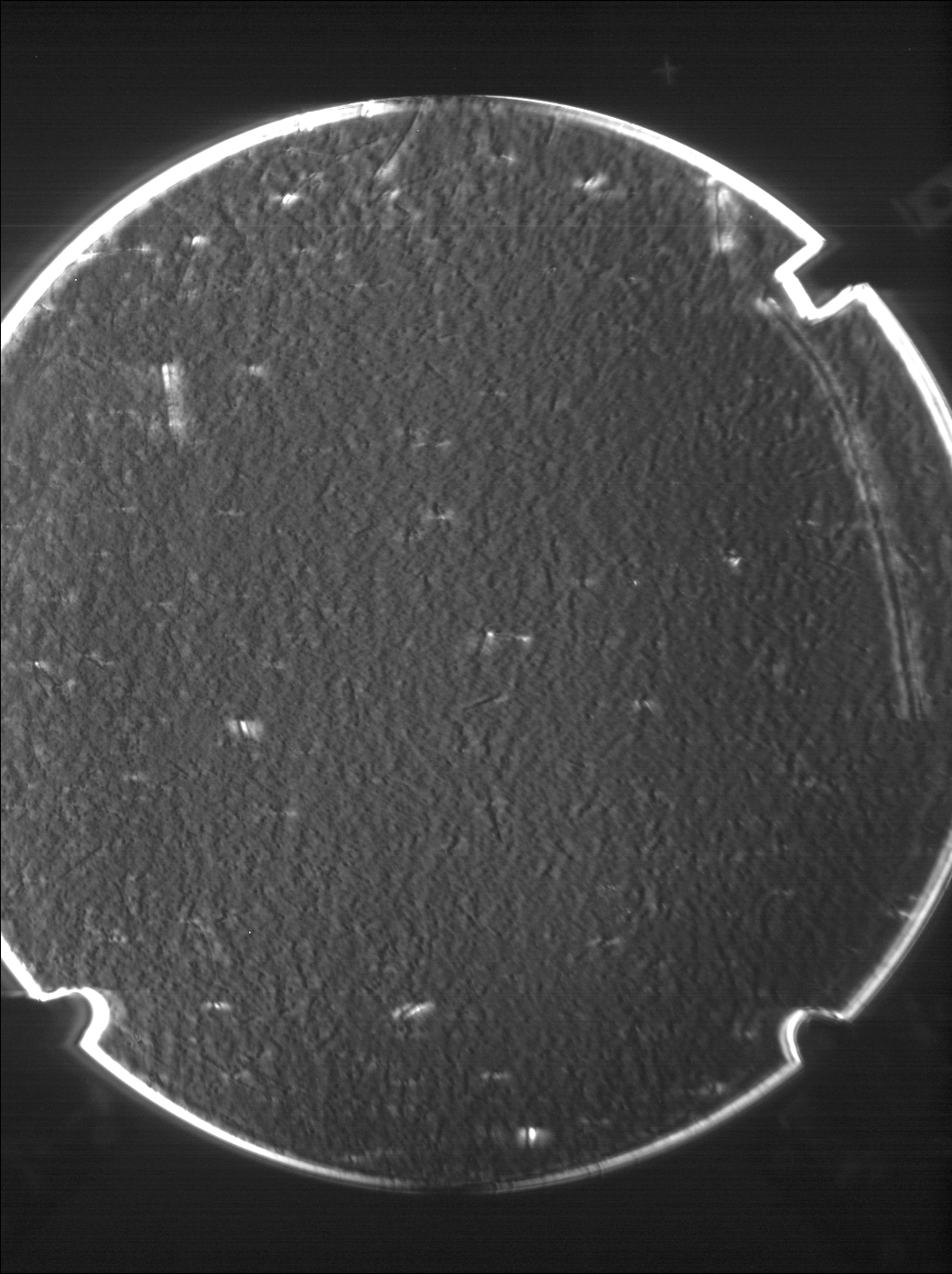
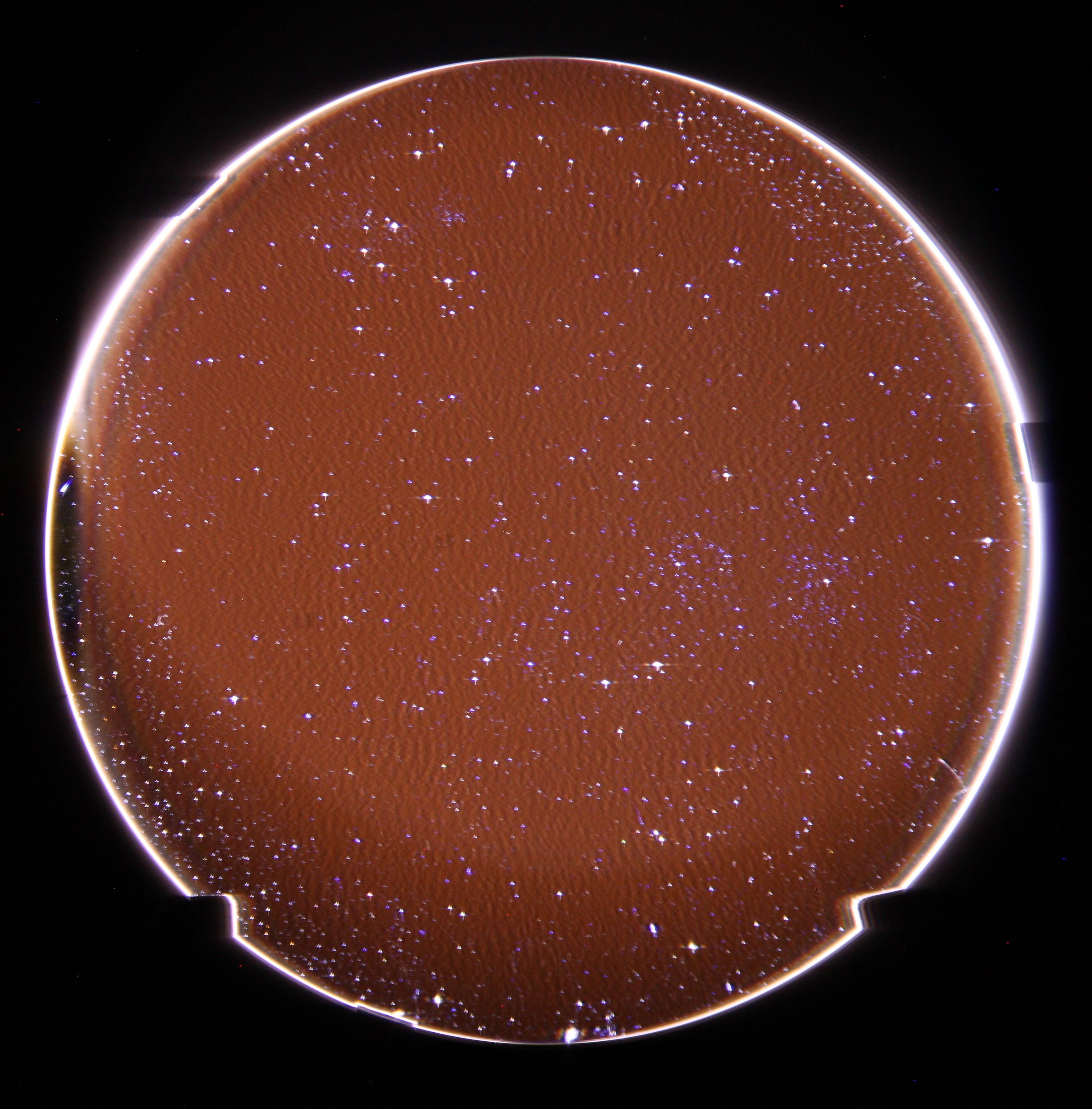
Les défauts zonaux ont encore régressé. La forme d’ensemble tend vers une sphère quasi-idéale pour engager une parabolisation. Par contre, un nouveau problème est apparu : des rayures sont visibles en plusieurs endroits de la surface. Des clichés en strioscopie et en contraste de phase permettent de mieux les mettre en évidence :
 |
 |
Un contrôle de l’évolution de l’astigmatisme est également réalisé à l’étoile artificielle :

Celui-ci révèle des plages bien circulaires témoignant de la résorption complète de l’astigmatisme d’ensemble initialement diagnostiqué.
En présence d’une faible aberration sphérique et en l’absence d’astigmatisme, les conditions étaient réunies pour engager la parabolisation. L’apparition de ces rayures pourrait malheureusement compromettre ce scénario.
Il est donc décidé de réaliser quelques heures supplémentaires de polissage pour mesurer leur impact sur les rayures :
| Date | Durée | Position | Ajout poids | Température |
| 22/11/2008 | 2h00 | Miroir dessous | 1 kg | 18°C |
| 28/11/2008 | 2h00 | Miroir dessous | 1 kg | 20°C |
Malheureusement, le constat est sans appel : les rayures sont toujours aussi apparentes. Il nous faut donc réfléchir à la meilleure solution pour en venir à bout. Deux options sont envisageables :
- Revenir en phase de doucissage
- Employer une technique de polissage à haut rendement
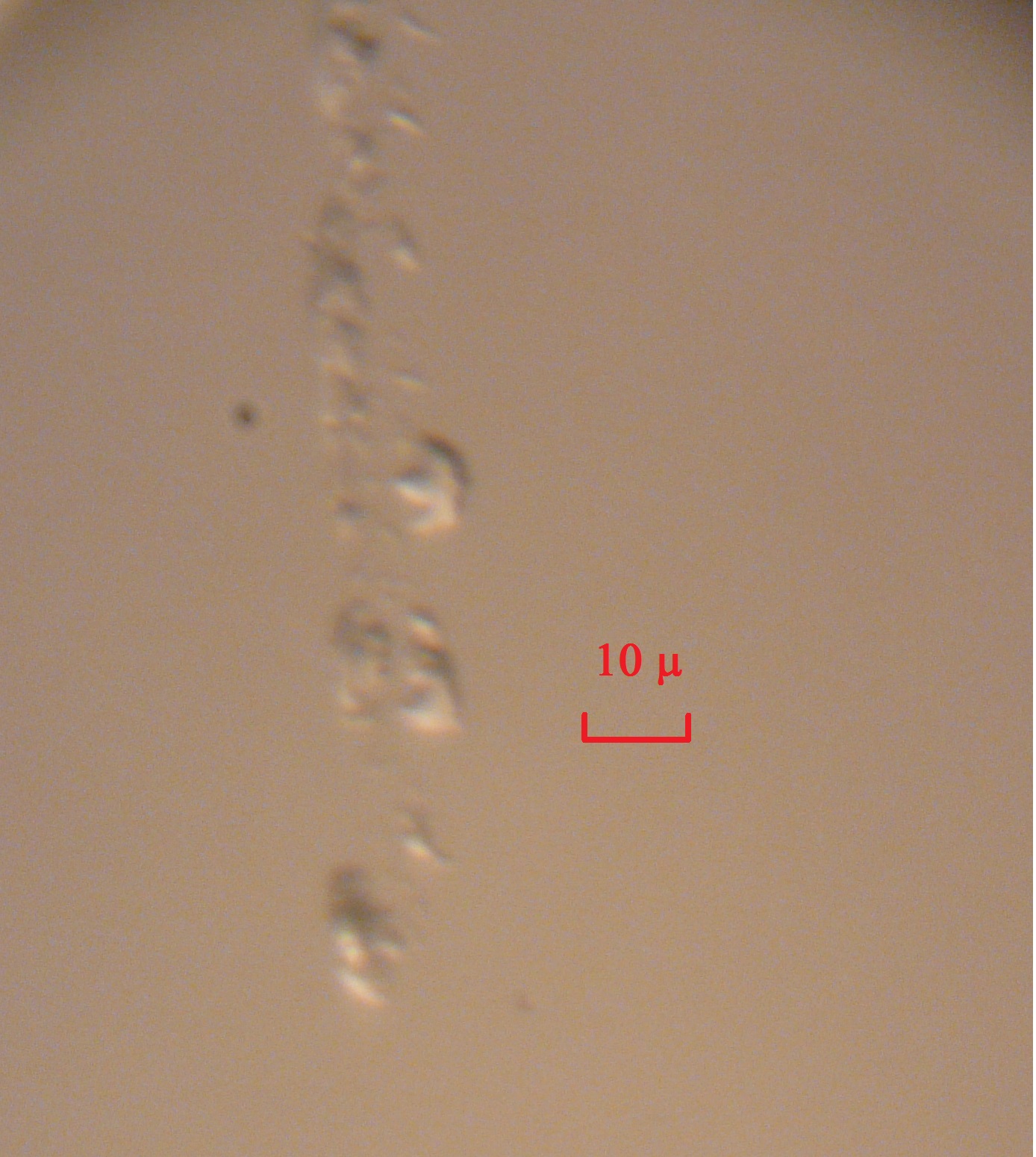
La deuxième technique nous a été suggérée par des opticiens professionnels (JM Lecleire et G. Blanchard) et consiste à utiliser des pads en polyuréthane. Ce type de polissoir permet d’augmenter le rendement d’un facteur 3 environ par-rapport à un polissoir classique à base de poix. Cette technique ne peut toutefois donner des résultats qu’en présence de rayures pas trop profondes. Il nous faut donc les mesurer. D’après les praticiens, on peut considérer que la profondeur d’une rayure est du même ordre de grandeur que sa largeur. Pour réaliser les mesures, nous construisons un microscope de fortune (voir ci-dessous à gauche) derrière lequel nous prendrons des clichés de la surface. Afin de disposer d’un référentiel d’échelle de grandeur, nous réalisons en préalable un cliché du trou calibré de notre étoile artificielle dont le diamètre est connu avec précision (8 microns). Ensuite, nous comparons cette référence à la largeur des rayures mesurée sur des clichés pris avec un même grossissement. Nous obtenons ainsi des largeurs de rayures se situant entre 5 et 10 microns environ (voir ci-dessous à droite).
 |
 |
D’après les spécialistes, la profondeur des rayures semble compatible avec la technique du polissage Polyuréthane. Nous décidons alors d’opter pour cette solution qui nous permettra également d’explorer une nouvelle technique.
Après recensement des fournisseurs potentiels, notre choix se porte sur la société McMaster-Carr aux USA qui propose un disque à découper de 30 cm de diamètre, 3 mm d’épaisseur et déjà imprégné d’oxyde de cérium. Les morceaux sont découpés puis appliqués sur le polissoir de poix 80 % (autocollant).
 |
 |
Afin d’obtenir le rendement optimal avec cette technique de polissage, il convient d’utiliser des vitesses de plateau machine situées entre 40 et 50 tours/mn. Pour cela, nous allons utiliser le plateau de la machine pantographe dont nous modifions l’entraînement (sans réducteur) afin d’atteindre les vitesses requises. Le polissoir sera quant à lui maintenu par le bras de la machine double-excentrique. La technique utilisée est celle du « spin polishing » : Débord nul ou faible, très faible amplitude de va-et-vient et poids rajouté de 3 à 5 kg :
Dans ces conditions, 19 heures ont été nécessaires entre le 28/02/2009 et le 11/04/2009 pour venir à bout des rayures. Un contrôle de la surface ainsi obtenue a été réalisé à l’appareil de Foucault :
 |
 |
Il révèle, sans surprise, un zonage important mais dont on pouvait craindre qu’il soit plus catastrophique. On distingue également nettement les traces en « spirale » laissées par le polissoir. Un polissage à la poix devrait assez rapidement lisser tous ces défauts.
Afin de prévenir autant que possible un nouvel accident lié à des impuretés en phase de polissage, nous avons décidé de réaliser une enceinte fermée dans laquelle les machines seront installées et dont l’accès sera exclusivement réservé aux opérateurs. Ce volume a été réalisé avec des films de polyane agrafés sur un cadre bois :

Le travail se poursuit donc avec le polissoir pleine taille en poix avec une première session à la machine double-excentrique :
| Date | Durée | Ajout poids | Température |
| 11/04/2009 | 2h00 | 2 kg | 21°C |
Puis avec la machine pantographe :
| Date | Durée | Ajout poids | Température |
| 09/05/2009 | 2h20 | 2 kg | 20°C |
| 15/05/2009 | 2h00 | 2 kg | 18 à 19°C |
Un contrôle de la forme et de l’état de surface est ensuite réalisé à l’appareil de Foucault :
 |
 |
On constate un lissage important des défauts et un état de surface correct. Au niveau de la forme, le bord est relativement « plat » puis on note un changement de pente vers la zone 0,7 et enfin une bosse centrale. Ce contexte permet ainsi d’engager la parabolisation dans de bonnes conditions. La phase de polissage est donc terminée. Son bilan global s’établit de la façon suivante :
30 mai au 28 novembre 2008 : Polissage au pleine taille (23h30, machine pantographe)
28 février au 11 avril 2009 : Polissage polyuréthane au 80 % (19 h spin polishing)
9 mai au 15 mai 2009 : Polissage au pleine taille (6h20, machine pantographe et double excentrique)
Soit une durée totale de 48h 50 mn
L’accident lié aux rayures nous aura ainsi coûté le doublement de la durée de polissage ! De quoi méditer sur les précautions extrêmes à prendre sur la propreté …
Parabolisation
Préambule :
La méthode de parabolisation à la machine que nous avons mise en œuvre nécessite l’utilisation de polissoirs subdiamétraux de différentes dimensions. Ceux-ci ont également été fabriqués sur une base bois comme celui de pleine taille. La couche supérieure a toutefois été réalisée avec une épaisseur de médium qui permet une meilleure finition de la surface convexe.
 |
 |
Pour comprendre les méthodes de parabolisation utilisées dans cette phase, on se reportera à la page consacrée à l’utilisation des machines.
L’exposé ci-dessous se présente sous la forme d’un carnet de retouches. Il décrit étape par étape les principes de corrections engagés ainsi que les résultats obtenus.
Détail des sessions réalisées :
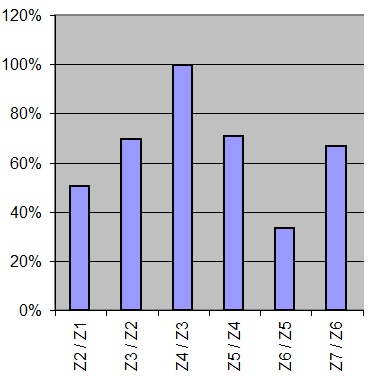
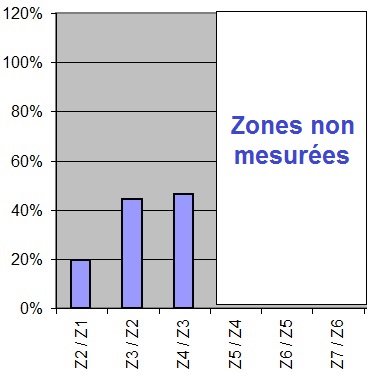
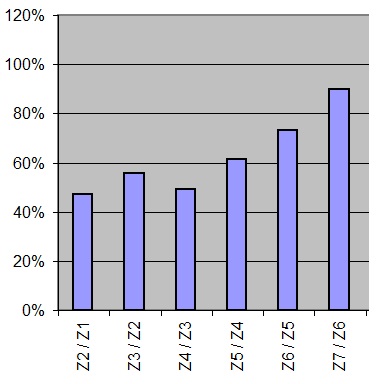
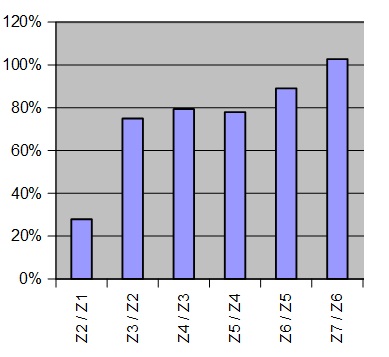
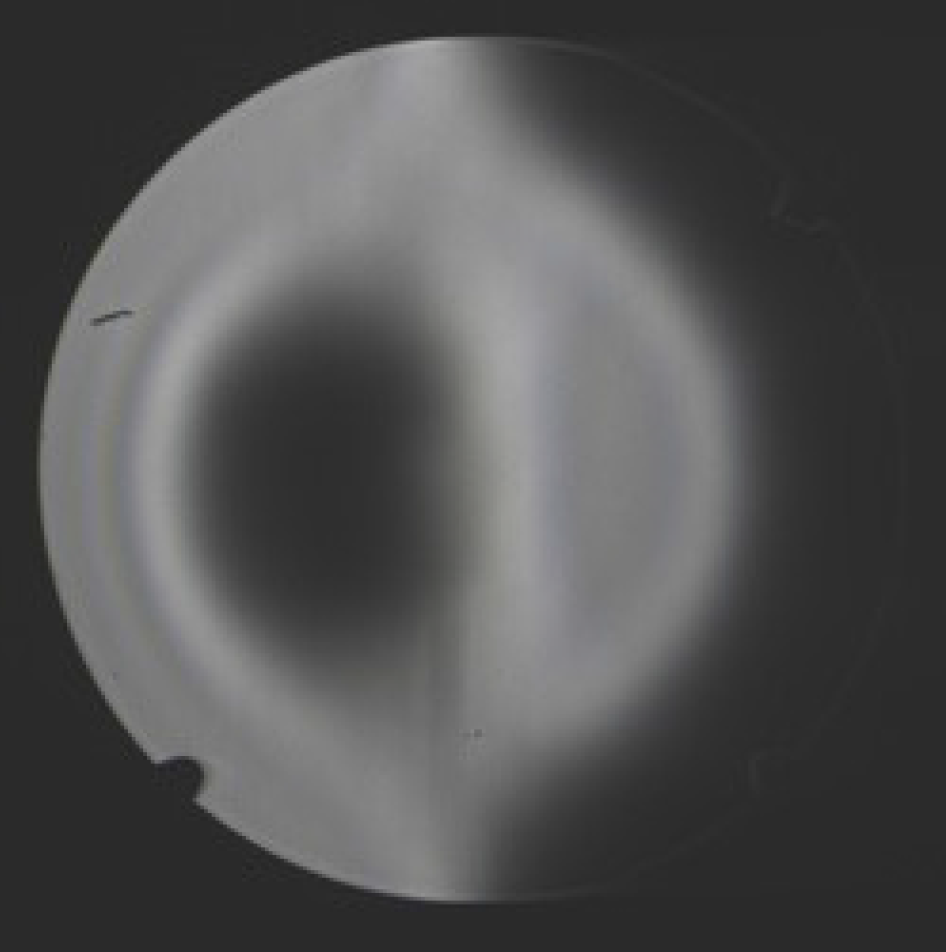
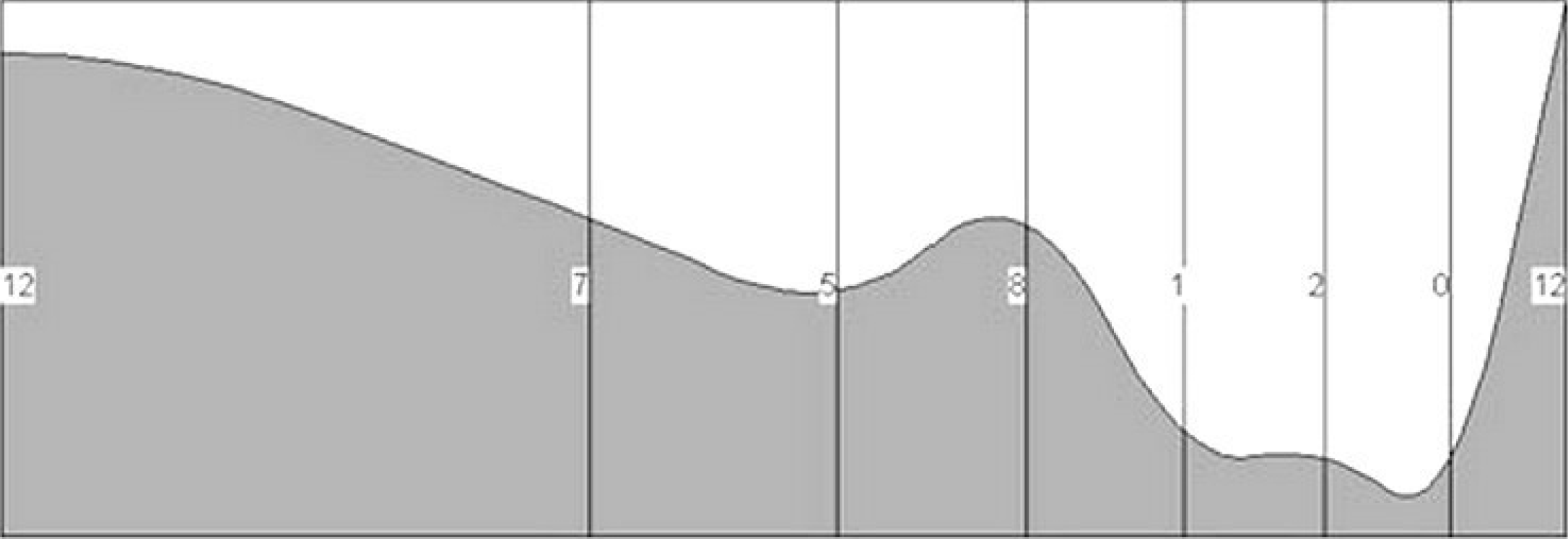
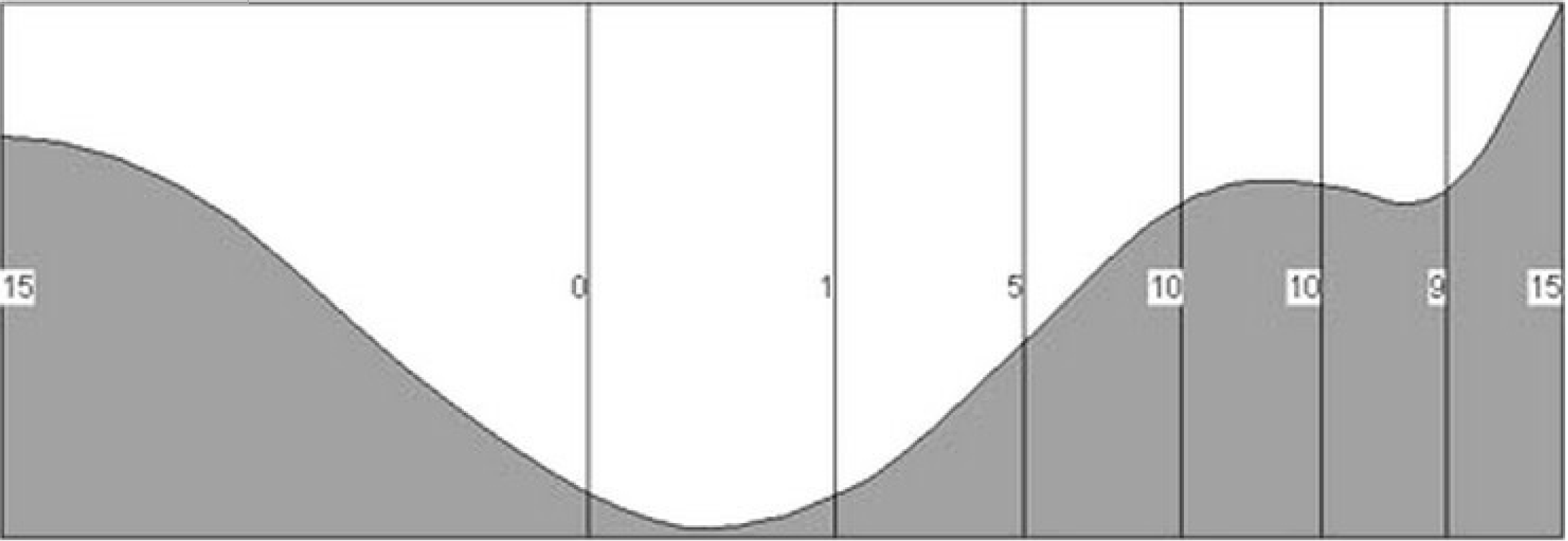
Afin de définir une stratégie de début de parabolisation, des mesures ont été préalablement réalisées à l’appareil de Foucault (écran à échancrures de 7 zones) :
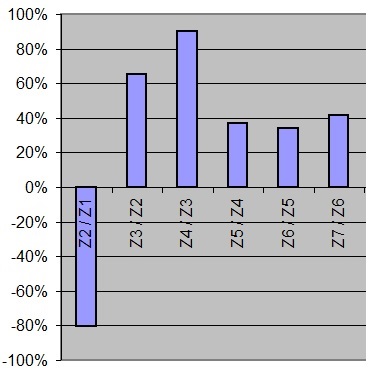 |
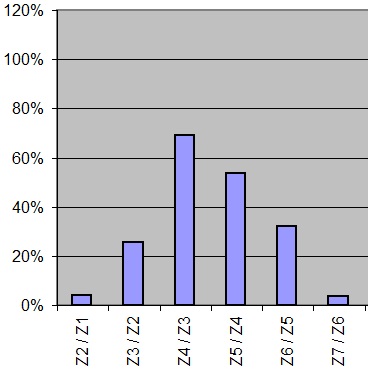
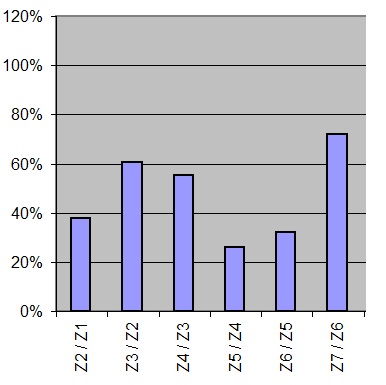
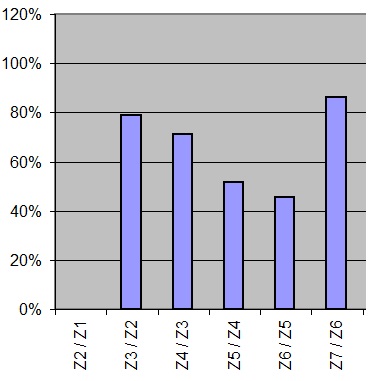
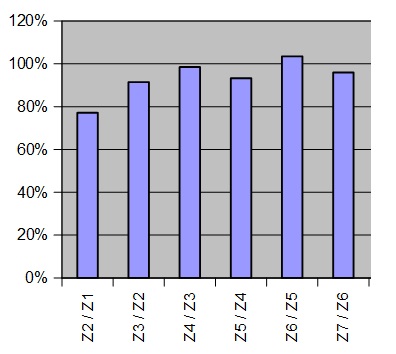
Le graphique d’avance des tirages entre zones confirme l’aspect général observé sur le dernier Foucaultgramme : Une bosse au centre ( % négatif) et avance des corrections à mi-rayon. La première intervention va donc consister à creuser le centre et à « pousser » la correction vers les zones périphériques. |
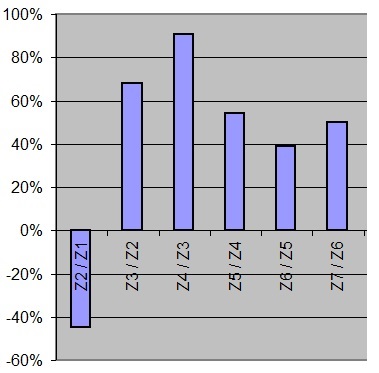 |
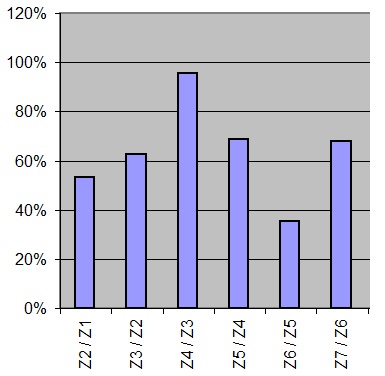
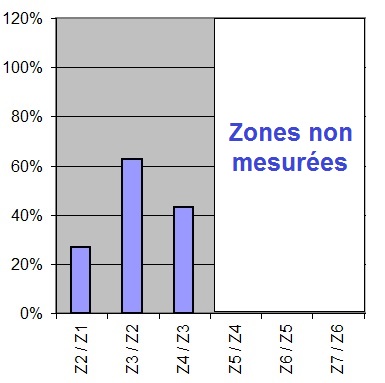
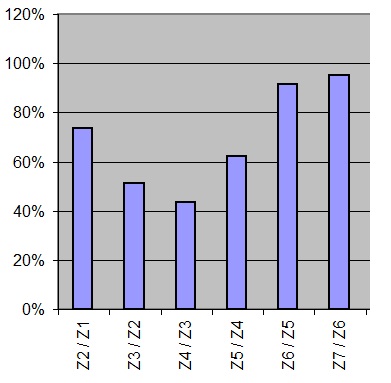
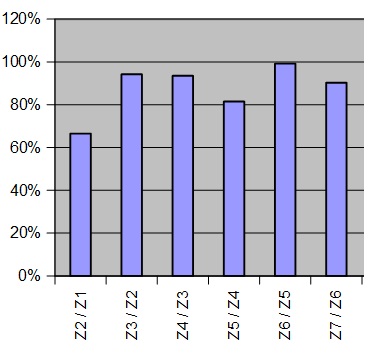
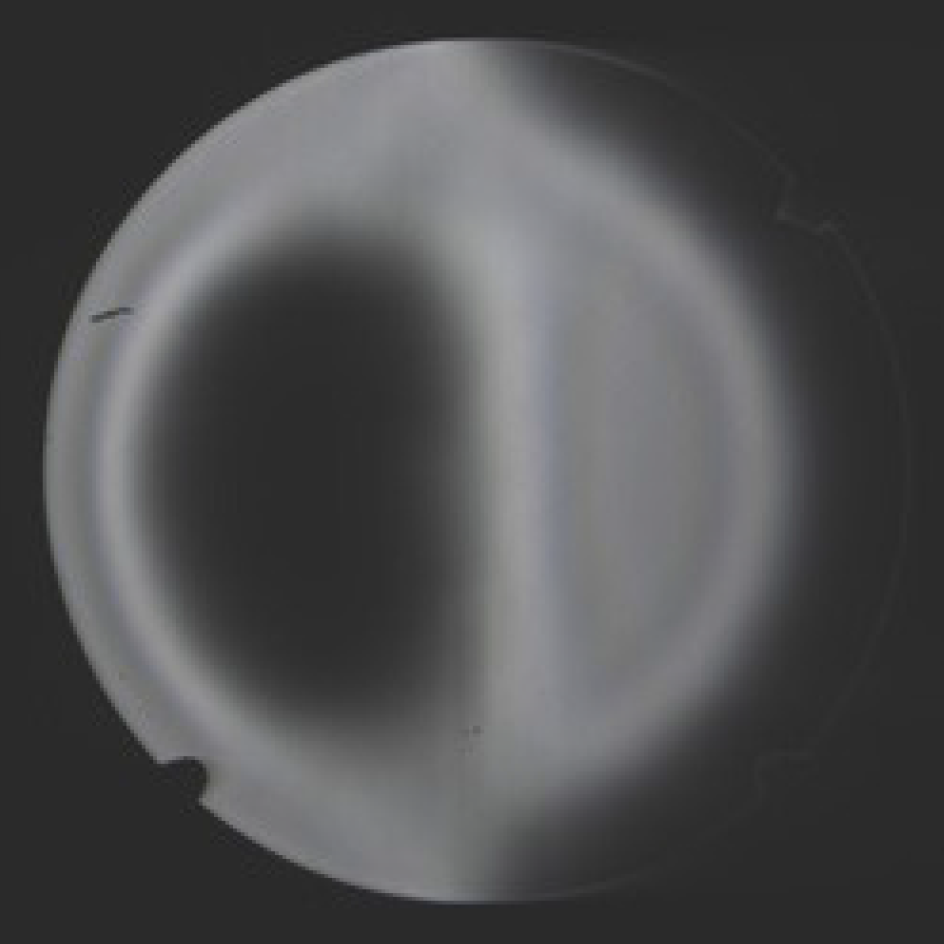
Session 3 – 12 juin 2009 :
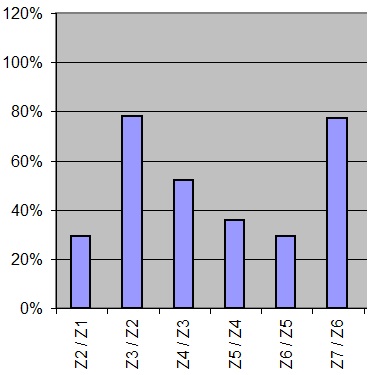
48 mn de session au polissoir 40 % sur les zones centrales en variant les amplitudes puis 1h au 60 % pour pousser la correction vers le bord. L’intervention a permis de réduire la bosse centrale et a fait progresser les tirages sur les 3 derniers tirages. Les écarts Z3/Z2 et Z4/Z3 restent quasiment stables et trop en avance par-rapport aux autres. |
 |
 |
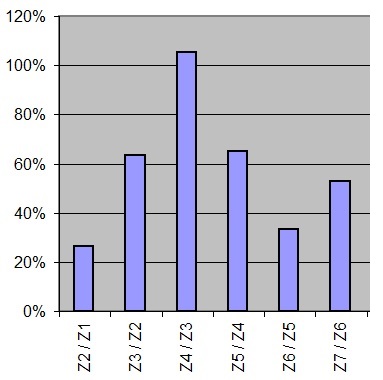 |
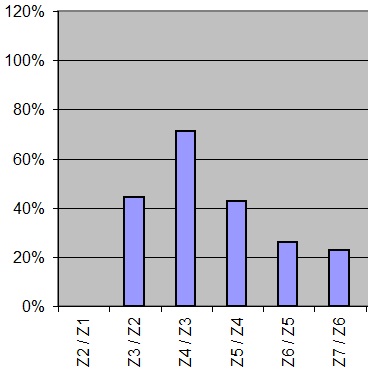
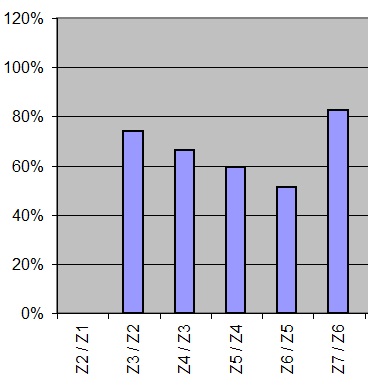
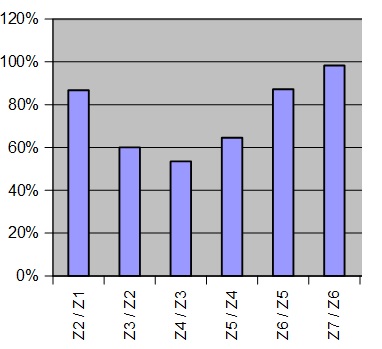
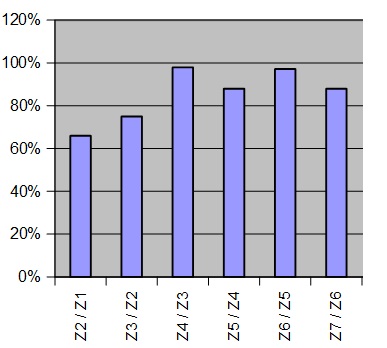
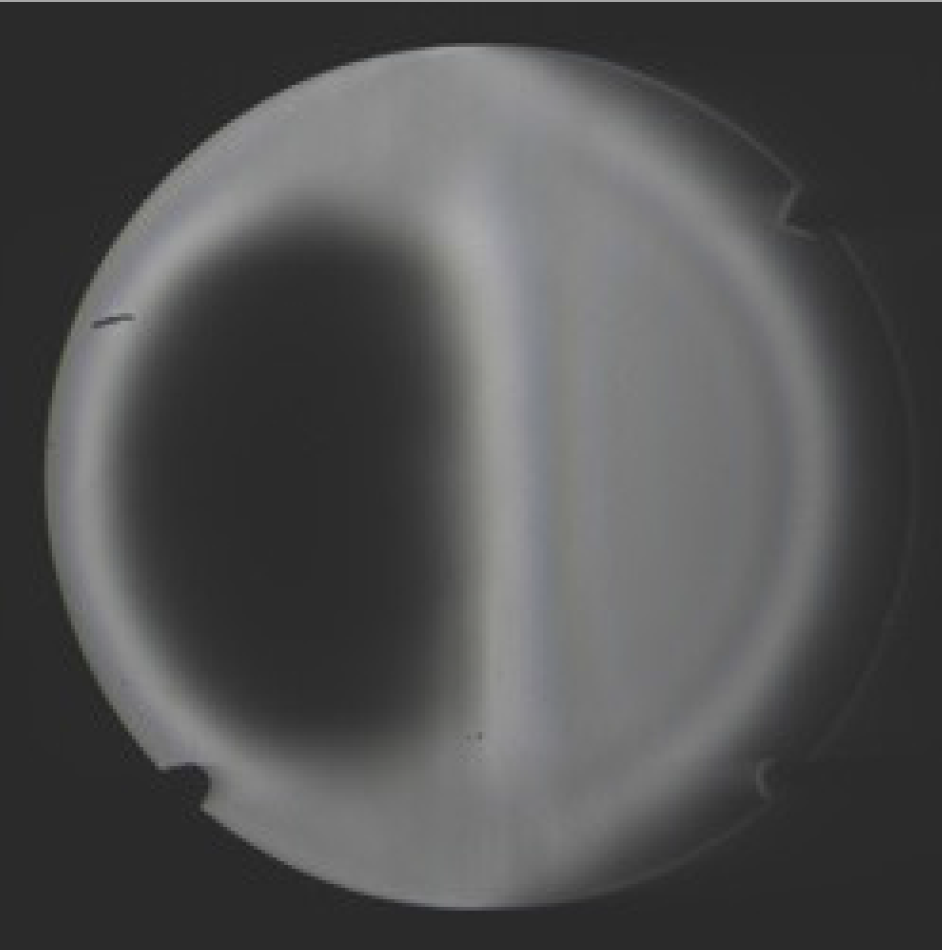
Session 4 – 17 juin 2009 :
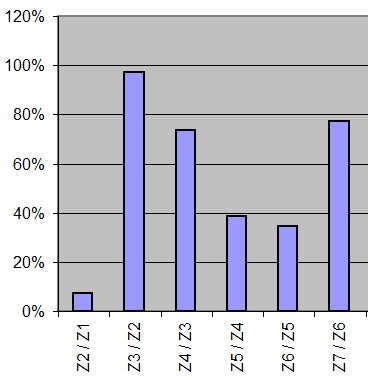
Poursuite de la stratégie consistant à creuser le centre et à pousser la correction vers le bord : Surpression au centre à la main avec outil 60 % (3 tours) puis 2h30 à la machine au 60 % avec le grandes amplitudes. Résultat : la correction du centre a bien progressé mais aussi dans une moindre mesure les tirages des zones à mi-rayon. Le tirage Z4/Z3 atteint maintenant 105 % ce qui est inquiétant. |
 |
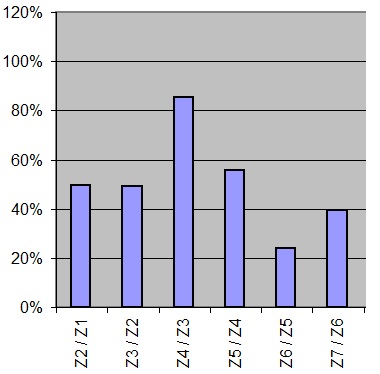
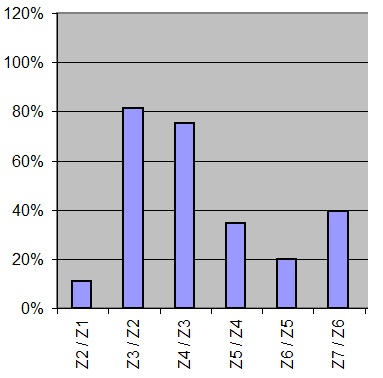
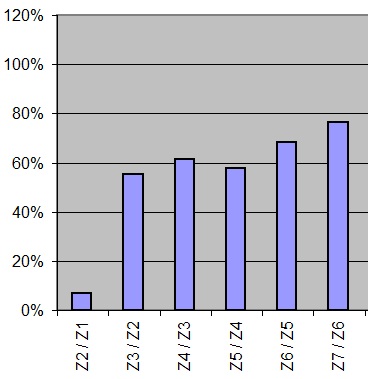
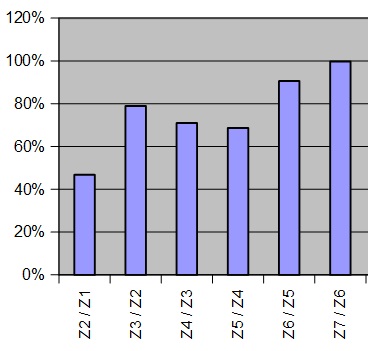
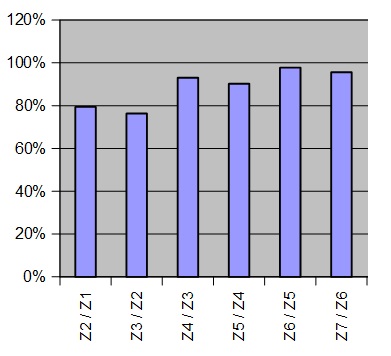
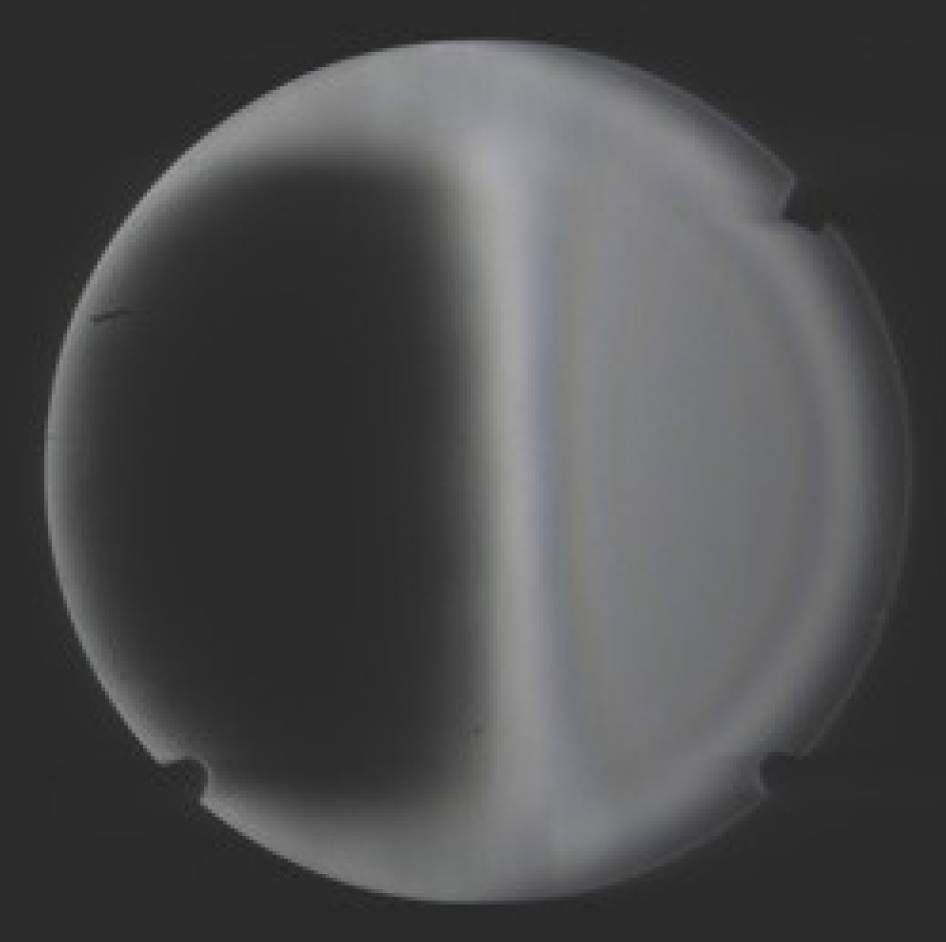
Session 5 – 19 juin 2009 :
Afin de réduire l’avance de tirage Z4/Z3, utilisation de courses tangentielles à la machine avec le 50 %. Le centre du polissoir passe en moyenne sur limite entre les zones 3 et 4. Puis 3 tours avec surpression au centre avec le 50 %. Logiquement le centre s’est creusé et le tirage Z4/Z3 a un peu diminué. Bizarrement, le dernier tirage (Z7/Z6) a progressé de 14 % (problème de mesure au Foucault?). |
 |
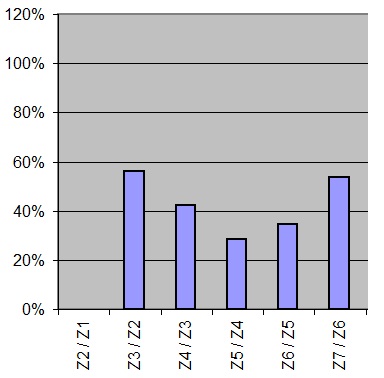
Sessions 6 et 7 – 20 juin 2009 :
Poursuite des courses tangentielles sur zones 3 et 4 mais avec un outil 30 % et une charge de 1kg : 30 mn sans offset puis 20 mn avec un offset de 2 cm. Le tirage Z4/Z3 a un peu diminué (seulement de 4%). Le rendement des courses tangentielles est faible. Un changement de technique est à envisager. |
 |
Session 8 – 24 juin 2009 :
Afin de lisser les différences excessives de tirages, il est décidé d’utiliser l’outil pleine taille avec une session de 1h20 à la machine pantographe. On constate une réduction significative de tous les tirage notamment la dernière qui était également trop en avance. L’écart Z4/Z3 reste quant à lui encore trop important. |
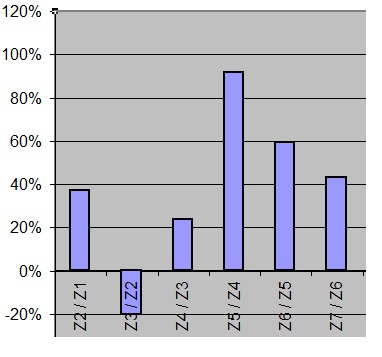 |
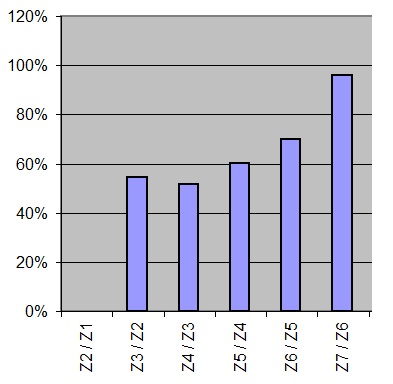
Session 9 – 24 juin 2009 :
Afin de cibler la réduction du tirage Z4/Z3, il est décidé d’utiliser des surpressions entre les milieux des zones 3 et 4. Session de 35 mn à l’outil 60 %. L’intervention a été particulièrement efficace en faisant chuter le tirage Z4/Z3 de manière importante (- 62 %!). Par contre, les zones intérieures ont également été impactées (Z3/Z2 chute de 69%). Le contrecoup est l’augmentation des tirages Z5/Z4 et Z6/Z5 qui grimpent de 35 % ! |
 |
Session 10 – 26 juin 2009 :
Afin de lisser les effets brutaux des surpressions précédentes, il est décidé d’effectuer une session au pleine taille à la machine pantographe pendant 3h15. On constate une régression importante des derniers tirages qui s’explique par l’action de l’outil dessus qui attaque plutôt le bord. Par différence, les tirages des zones centrales ont progressé. |
 |
Session 11 – 27 juin 2009 :
Poursuite du travail à la machine pantographe avec une session de 2h15 à l’outil pleine taille. Malheureusement, le tirage Z4/Z3 ne bouge quasiment pas. Seuls les deux tirages plus vers le bord diminuent. Le dernier tirage (Z7/Z6) gagne quant à lui 19 % |
 |
Session 12 – 4 juillet 2009 :
Il est décidé d’insister encore à la machine pantographe avec 3h de plus au pleine taille. La session a eu relativement peu d’effet. Le tirage Z4/Z3 reste désespérément figé. Les zones centrales gagnent en correction ainsi que, bizarrement le dernier tirage qui prend 18 %. Les derniers résultats au pleine taille sont plutôt incohérents (problème de pressage?). |
 |
Session 13 – 18 juillet :
Face aux résultats assez aléatoires précédents, il est décidé de tenter une technique radicalement différente : Une session de 1h20 est réalisée à la main, miroir dessus avec des courses classiques de parabolisation de 4/5 D d’amplitude (voir Texereau). Le résultat obtenu est relativement positif : Les tirages du bord sont remontés selon une progression cohérente et ceux des zones centrales se sont significativement tassés. |
 |
Session 14 – 4 août 2009 :
Les zones du bord prenant la bonne direction, il est décidé de traiter spécifiquement les zones centrales. L’outil 30 % est utilisé pendant 15 mn avec de faibles amplitudes et un offset allant de 0 à 15 mm. L’effet escompté est obtenu : les écarts et progressions de tirages des zones centrales deviennent plus cohérents. |
 |
Session 15 – 4 août 2009 :
La même session que la précédente est réalisée. La progression des tirages des zones centrales se confirme. Il faut toutefois faire attention à maîtriser la progression du tirage Z3/Z2.
|
 |
Session 16 – 4 août 2009 :
Une session identique est lancée mais pour une durée double (30 mn). Les tirages des zones centrales progressent encore. L’écart Z3/Z2 a tendance à « s’envoler » un peu trop vite.
|
 |
Session 17 – 6 août 2009 :
Il convient maintenant de pousser les corrections des zones centrales vers le bord. Pour cela, l’outil 50 % est mobilisé pendant 1h30 avec des débords de 28 à 30 % et des offsets de 50 à 62 mm. Le résultat obtenu est relativement cohérent : les écarts des zones extérieures croissent au détriment de ceux des zones centrales. Seule anomalie constatée : le tirage Z6/Z5 diminue. |
 |
Session 18 – 6 août 2009 :
Une nouvelle session de 1h15 est lancée à l’outil 50 % mais en réduisant les débords à environ 20 %. L’idée est d’accroître la correction un peu avant le bord. L’évolution des écarts est assez incohérente : Z3/Z2 et Z5/Z4 diminuent alors que Z4/Z3 et Z7/Z6 augmentent.
|
Face aux résultats relativement incohérents des retouches, nous demandons conseil à Franck Grière et Carl Zambuto. Ces derniers remarquent le comportement anarchique du polissoir lors des sessions.
Ils nous conseillent de gaufrer les carrés de poix afin d’obtenir une adhérence homogène (voir photo ci-après). A partir de la session 19, nous allons donc gaufrer systématiquement nos polissoirs. Leur comportement redevient alors normal (rotation similaire à celle du miroir) et les effets des retouches tendent vers une bien meilleure cohérence.
 |
Session 19 – 12 septembre 2009 :
L’idée est de faire remonter les tirages Z5/Z4 et Z6/Z5 qui sont très en retard, notamment par-rapport à Z7/Z6. Pour cela il est procédé à une « sweep technique » ciblée sur la zone 5 avec l’otil 50 %. Le débord est donc contraint à 6 % et les offsets varient de 0 à 40 mm. Durée de la session : 1h. Le résultat est assez décevant : Seul l’écart Z5/Z4 augmente significativement (+10%) Le tirage Z6/Z5 reste toujours bien trop en retrait.
|
 |
Session 20 – 18 septembre 2009 :
Engagement d’une session plus classique au 50 % pendant 1 h avec des débords variés plus faibles que précédemment (0 à 9%) et des offsets de 0 à 10 mm. Le but est de pousser l’excès de correction des zones centrales vers celles situées plus vers l’extérieur. Les tirages Z5/Z4 et Z6/Z5 ont effectivement progressé mais seulement légèrement. Par contre les tirages précédents ont beaucoup plus progressé ce qui n’était pas le but.
|
 |
Session 21 – 26 septembre 2009 :
Nous allons tenter de repousser les corrections centrales vers le bord avec un outil 60 % et une « sweep technique » aux débords contraints à 14 % (pour préserver le dernier tirage Z7/Z6) et un offset progressant de 0 à 31 mm (durée : 1h). Une relation de cause à effet est enfin au rendez-vous : Les tirages au centre se tassent au profit des zones plus périphériques tout en limitant l’impact sur Z7/Z6. |
 |
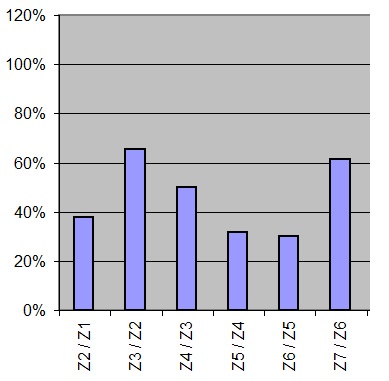
Session 22 – 2 octobre 2009 :
On ne change pas une technique qui gagne ! La session précédente est donc réitérée en poussant encore un peu plus les offsets (jusqu’à 39 mm cette fois-ci). Là aussi le résultat est cohérent : les tirages avant le dernier (Z6/Z5 et Z5/Z4) progressent alors que plus vers le centre les corrections s’atténuent. Le dernier tirage (Z7/Z6) reste quant à lui plutôt stable. La stratégie semble enfin payer !
|
 |
Session 23 – 3 octobre 2009 :
Nouvelle session strictement identique à la précédente. Le seul écart qui progresse est Z6/Z5 : ça tombe bien, c’est celui qui était le plus en retard ! Les tirages des zones plus au centre continuent à se tasser. Le profil général du graphique tend vers une configuration idéale : augmentation progressive des écarts en s’éloignant du centre sans palier excessif.
|
 |
Session 24 – 9 octobre 2009 :
Une session plus classique est tentée pour réenclencher de la correction au bord. Toujours au 60 % pendant 1h mais en variant les débords de 17 à 31 %. les offsets quant à eux varient de 3 à 23 mm. On obtient une progression significative du tirage au bord (avec un bond de 20 %!). Attention à ne pas laisser partir la correction au bord trop rapidement …
|
 |
Session 25 – 10 octobre 2009 :
Cette session sera mixte : 45 mn au 60 % en « sweep technique » avec débord contraint à 14 % et 20 mn au 30% sur les zones centrales. L’écart Z6/Z5 ne progresse que faiblement et le Z7/Z6 au bord se tasse un peu. Le petit outil a fait beaucoup progresser le tirage au centre. |
 |
Session 26 – 14 octobre 2009 :
Nouvelle session mixte : D’abord au 30 % pour creuser le centre pendant 10 mn puis une « sweep technique » au 50 % (pour mieux cibler Z6/Z5 sans impacter Z7/Z6) avec débord contraint à 15 % pendant 45 mn. Le résultat est satisfaisant : Z6/Z5 progresse bien (+ 18%) alors que Z7/Z6 reste relativement stable (progression contenue à 5%). La correction au centre a progressé comme souhaité.
|
 |
Session 27 – 14 octobre 2009 :
Session de 20 mn au 40% pour augmenter les écarts des zones au centre. Les résultats montrent effectivement une progression d’environ 10% des 3 premiers tirages. Le tirage Z6/Z5 régresse un petit peu.
|
 |
Session 28 – 16 octobre 2009 :
Session au 50% pendant 30 mn pour tenter d’augmenter les correction des zones intermédiaires. Les résultats montrent un impact sur Z3/Z2 et Z4/Z3 (+ 18% environ) mais Z5/Z4 n’augmente que très faiblement. |
 |
Session 29 – 21 octobre 2009 :
Nouvelle session au 50% pendant 20 mn mais en poussant plus les débords pour corriger plus loin du centre que la session précédente (débords entre -3 et -5%, offsets de 3 à 20 mm). La stratégie a porté ses fruits : Le tirage de Z5/Z4 augmente ainsi que Z4/Z3 dans les mêmes proportions (environ + 10%).
|
 |
Session 30 – 21 octobre 2009 :
Session mixte pour augmenter la correction des zones intermédiaires : 20 mn au 30% pour creuser le centre puis 20 mn au 50% pour pousser la correction vers l’extérieur. Les résultats montrent en effet que les 3 premiers écarts en partant du centre progressent. Le tirage Z5/Z4 reste malgré tout un peu en retrait. |
 |
Session 31 – 23 octobre 2009 :
Pour mieux cibler la correction Z5/Z4, réalisation d’une retouche à la main au polissoir 50% par surpression du bord entre l’extérieur de la zone 2 et le milieu de la zone 4 (durée : 7 mn). Le graphique montre effectivement une progression de Z5/Z4 ainsi que Z4/Z3.
|
 |
Session 32 – 28 octobre 2009 :
Il s’agit de remonter le tirage du bord (Z7/Z6). Pour cela, une « sweep technique » est toute indiquée avec un débord contraint à 26% et des offsets variant de 0 à 30 mn pendant 20 mn. Au préalable, on aura creusé le centre au 30% pendant 9 mn. Pari réussi : Le graphique montre bien une remontée de Z7/Z6 (environ 8%). Le centre a gagné également en correction. |
 |
Session 33 – 30 octobre 2009 :
Le but est de faire encore progresser les corrections en dessous de la zone 5. Une session mixte est réalisée dans ce but avec 8 mn au 40% suivies de 12 mn au 50% avec des débords entre -4 et -8% et des offsets variant de 3 à 20 mm. Tous les écarts intérieurs progressent sauf Z7/Z6 au bord et Z2/Z1 au centre. Le tirage Z3/Z2 augmente même de 15%. |
 |
Session 34 – 4 novembre 2009 :
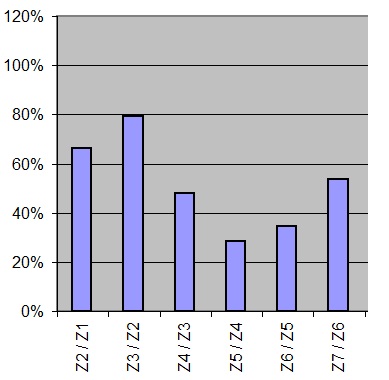
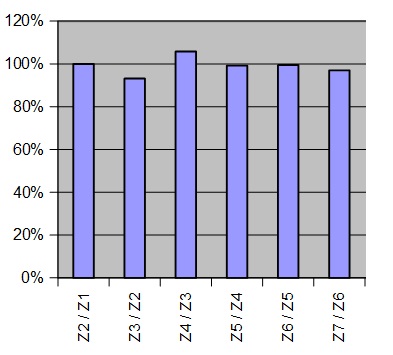
Il reste à remonter les tirages au centre. Pour cela, une session mixte est mise en œuvre avec 9 mn au 30% pour agir sur l’extrême centre et 10 mn au 50% pour traiter la zone plus à l’extérieur. Le graphique montre des plots assez proches de 100% notamment sur la moitié extérieure là où c’est le plus sensible. Des contrôles plus complets confirmeront l’atteinte finale des objectifs. |
Bilan de la parabolisation :
La phase de parabolisation n’a pas été un long fleuve tranquille ! Elle a été l’occasion d’un apprentissage des techniques d’asphérisation à la machine. La progression de la forme a d’abord été quelque-peu chaotique. Elle est devenue ensuite beaucoup plus cohérente à partir du moment où nous avons gaufré et correctement pressé les outils. L’animation ci-dessous retrace l’avancée des sessions dans cette dernière phase où l’on peut voir une progression relativement conforme aux principes fixés par la théorie (voir page « Principes d’utilisation des machines à polir »).
Enfin, nous tenons particulièrement à remercier Franck Grière et Carl Zambuto pour les précieux conseils qu’ils nous ont délivrés dans l’utilisation des machines à polir.
Contrôles
Afin d’évaluer le plus objectivement possible la qualité du miroir, nous avons croisé plusieurs méthodes de contrôle adaptées à différents critères :
Aspect général de la forme :
L’aspect général observé à l’appareil de Foucault révèle une forme qui paraît douce et sans zonage apparent. Le Ronchigramme confirme cette impression (les courbes de la trame montrent des zones bien raccordées, sans changement brusque de pente). Seule une petite zone centrale d’environ 80 mm de diamètre reste « plate » (sphérique). Ce défaut sera ignoré car il se trouve occulté par le futur miroir secondaire de 110 mm de petit axe.
 |
 |
 |
 |
 |
 |
 |
 |
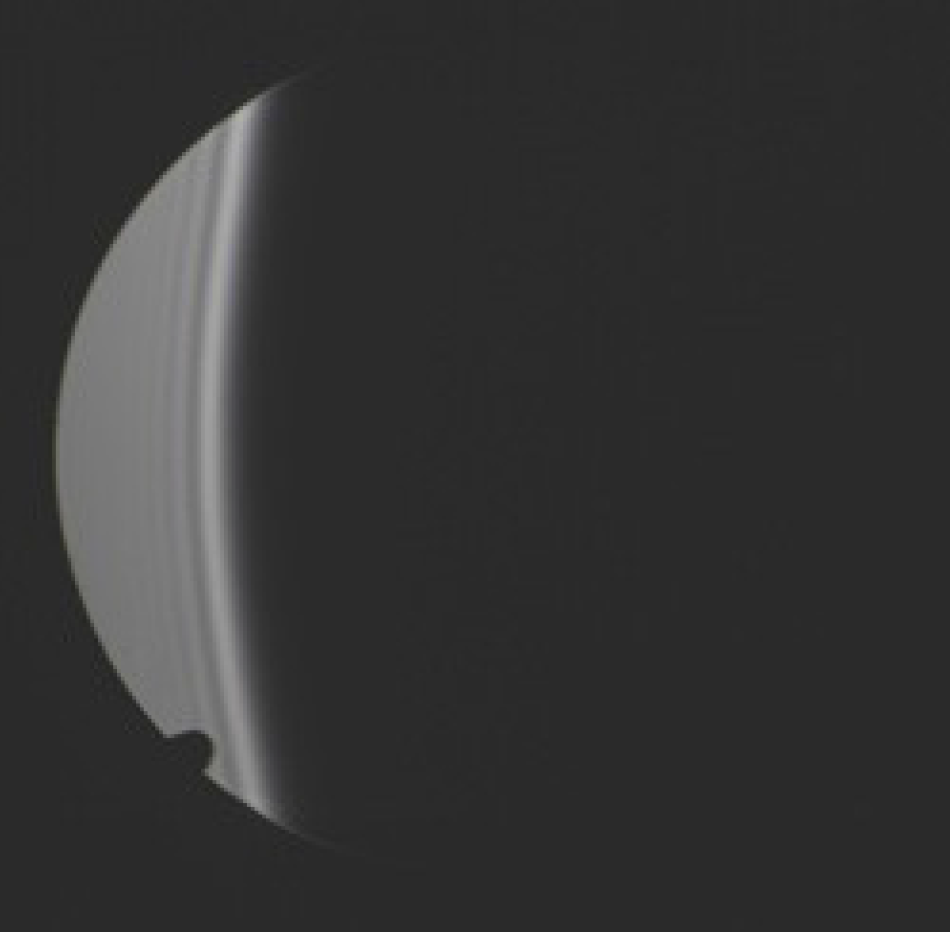
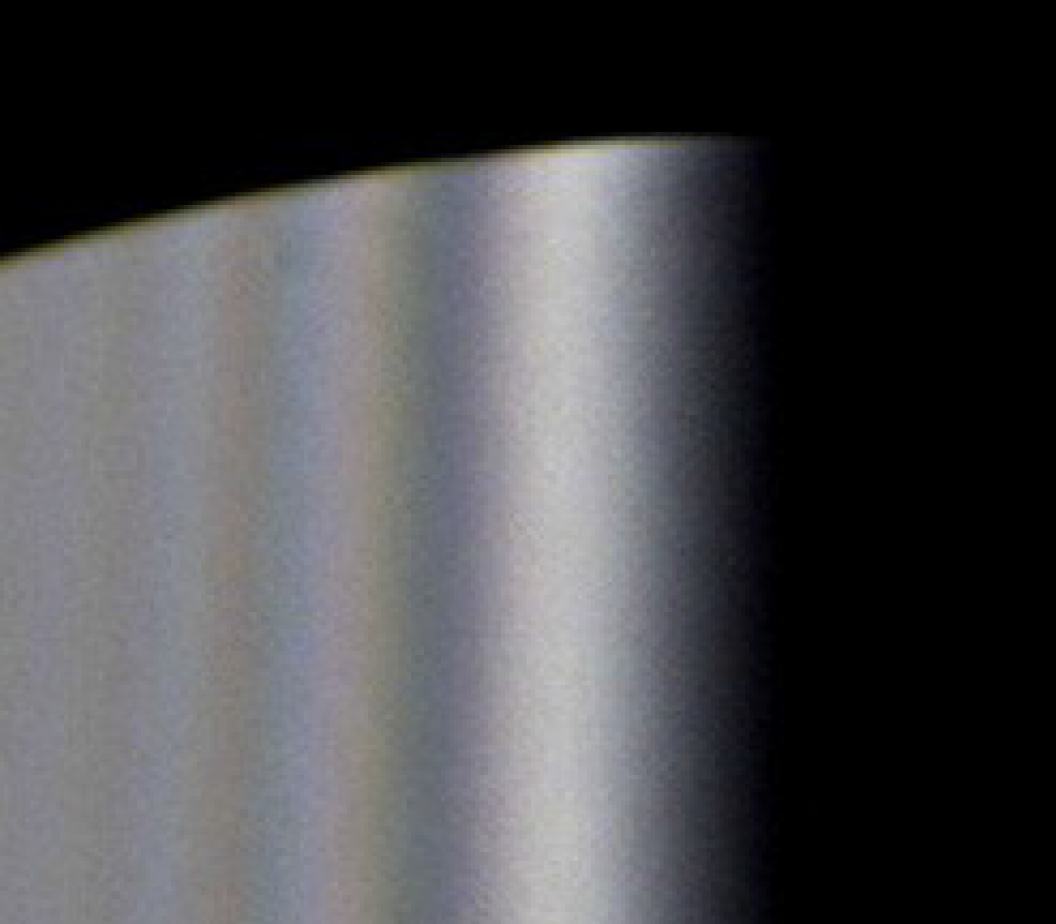
Analyse du bord :
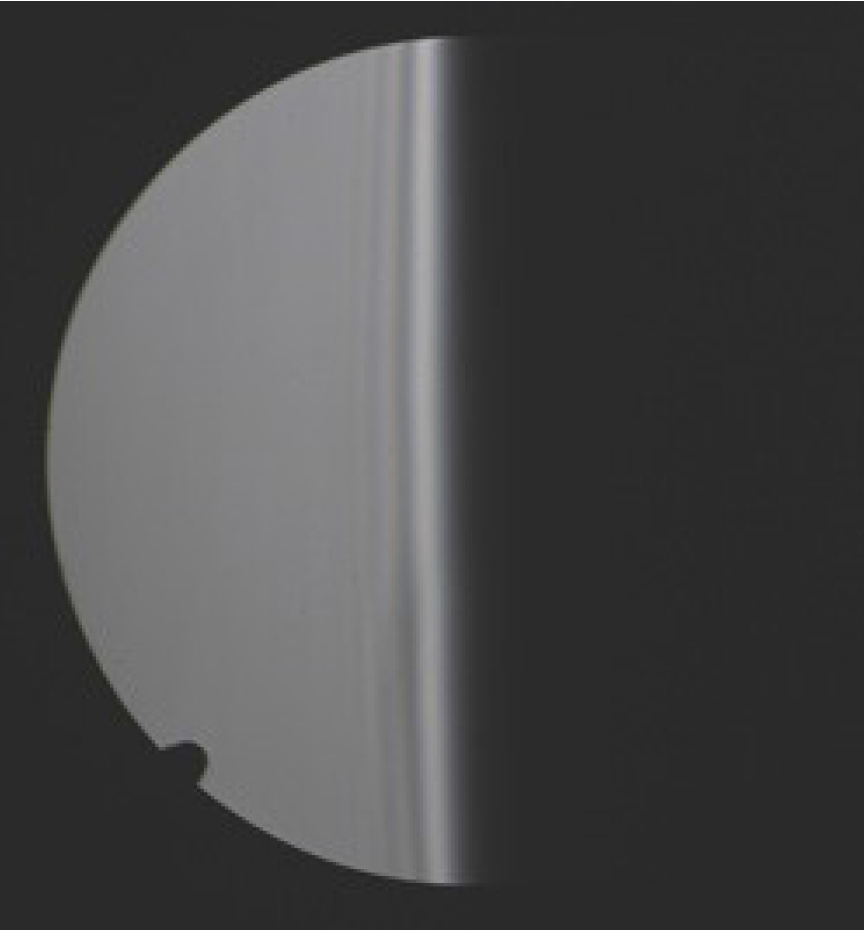 |
 |
 |
 |
Les franges de Fresnel ne montrent pas d’inflexion à l’approche du bord. Couteau fermé au rayon de courbure de la zone externe, on peut observer l’anneau de Rayleigh sans discontinuité sur la circonférence totale du miroir (photo à gauche). Les défauts de bord ont par chance été évités. |
Analyse du mamelonnage :
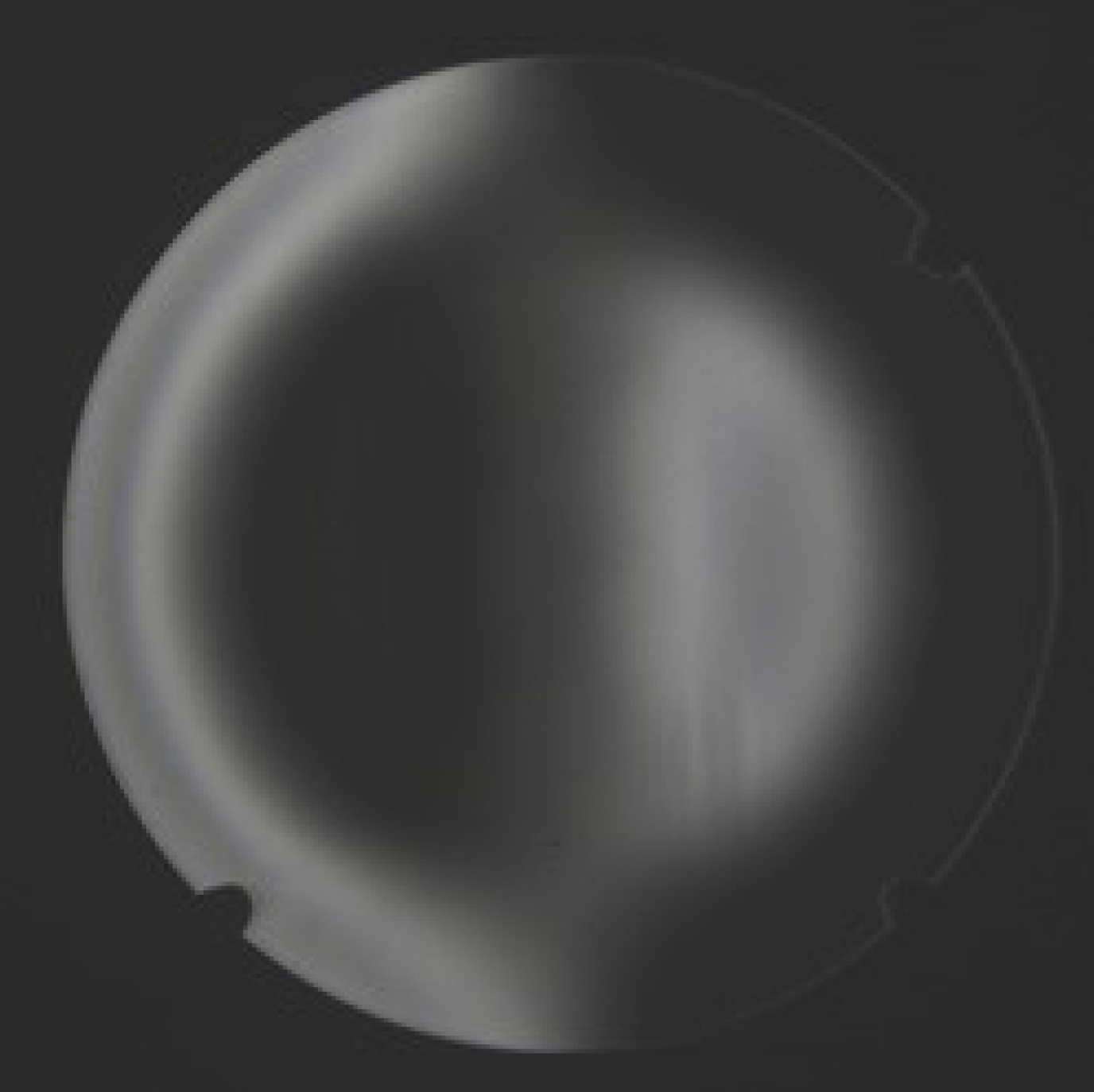 |
 |
La photo de gauche montre un Foucaulgramme dont la coupe a été réalisée avec une lame de phase. Ce test passe pour être particulièrement sensible aux défauts de mamelonnage. La douceur des formes montre que ce défaut est peu présent. Le Foucaulgramme de droite, réalisé au rayon de courbure du centre du miroir, montre un léger mamelonnage sur une surface d’environ 80 mm de diamètre, résidu de l’action un peu trop agressive du petit polissoir (120 mm de diamètre). Comme indiqué précédemment, ce défaut est à ignorer car occulté par le secondaire.
Analyse de l’état de surface :

Une première analyse a été réalisée avec une lame de phase de densité 1,5 environ réalisée sur un négatif photo (voir principe ici). Le Lyotgramme ci-dessus n’a subi aucun traitement. Il semble révéler un état de surface de bonne qualité. On peut toutefois noter une légère structure dont la trame est à mettre en corrélation avec celle du treillis ayant servi à effectuer le gaufrage des polissoirs. Pour éviter ce phénomène, il aurait été souhaitable de finir le miroir avec un polissoir aux carrés lisses. Cette analyse bien qu’uniquement qualitative, permet déjà de se faire une idée globale de l’état de surface.
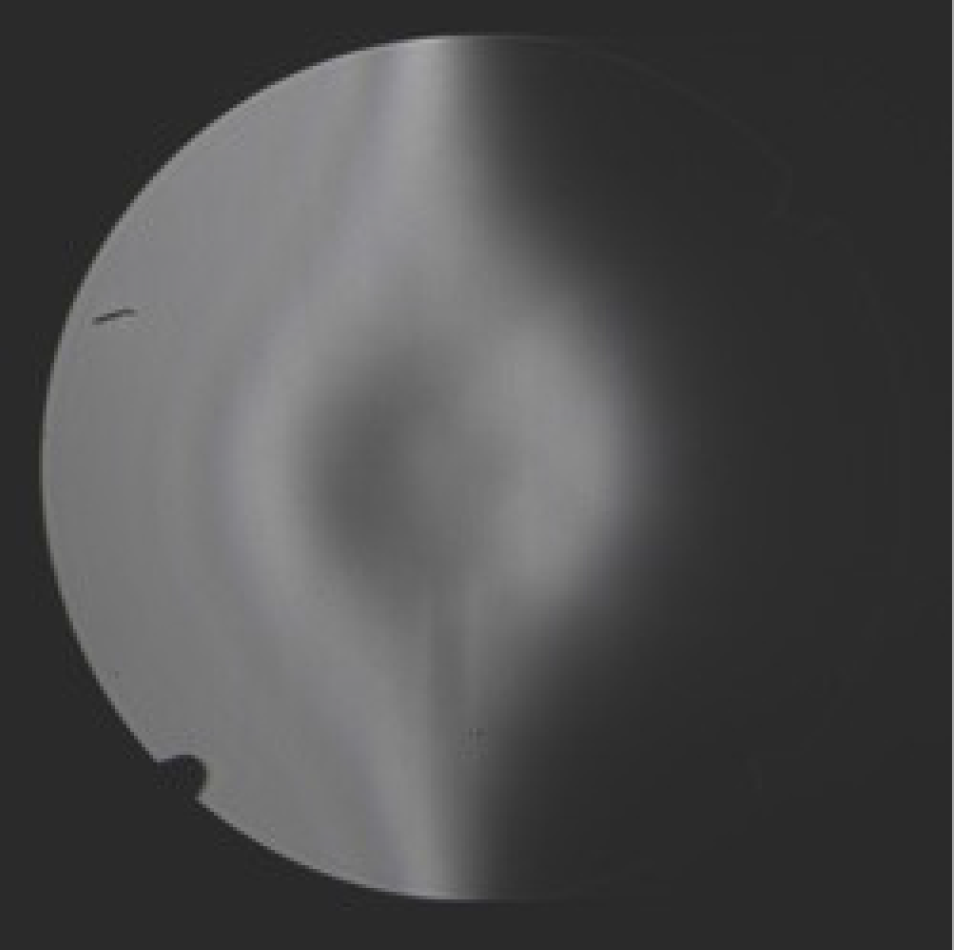
Afin de quantifier les défauts de rugosité du miroir, nous avons pu nous procurer une lame de phase calibrée de densité 2,5 réalisée par un dépôt sous vide d’une couche de chrome sur une lame de microscope (fabrication Bigowlbinoscope). Le nouveau cliché ci-dessous, bien qu’imparfait (vignetage, poussières) a permis d’évaluer l’amplitude des défauts de rugosité à l’aide de la formule proposée par Bernard Lyot et reprise par Terence Pelletier.
On retrouve bien les cellules de micromamelonnage sur une fréquence spatiale d’environ 4 mm qui peut être imputée aux traces laissées par le treillis utilisé pour gaufrer le polissoir. L’amplitude de ces défauts a été évaluée à environ 3 Angströms RMS sur l’onde. Ce miroir n’entre donc pas dans les critères stricts pouvant le qualifier de « superpoli » (maxi 2 Angströms RMS sur l’onde) mais sa diffusion sur les objets brillants sera très limitée.
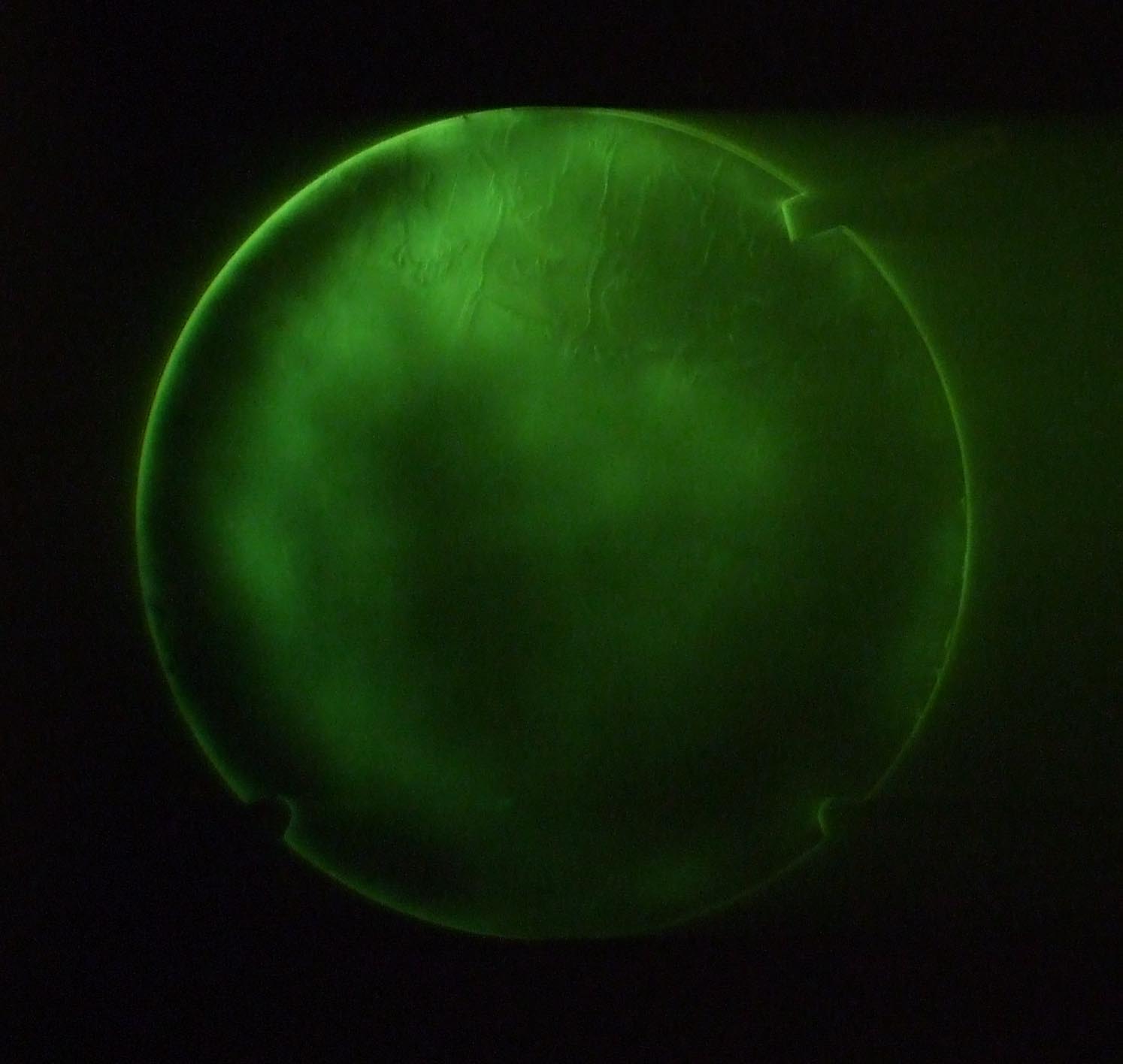
Analyse de l’astigmatisme :

Les startest ci-dessus ont été réalisés au centre de courbure avec une étoile artificielle constituée d’un trou calibré de 8 microns de diamètre (Edmund Optics). L’analyse de la circularité des figures est un moyen rapide permettant d’évaluer l’astigmatisme d’ensemble. Dans le cas présent, on peut conclure que ce défaut se situe largement dans les tolérances. On peut par-ailleurs noter la présence d’un léger trefoil à priori dû aux appuis latéraux du support de contrôle. Une analyse plus fine de ces défauts sera effectuée à l’interféromètre.
Quantification des défauts du front d’onde émergeant :
Test au Foucault d’atelier :
La première série de tests a été effectuée au traditionnel appareil de Foucault d’atelier (modèle à source fixe). L’écran à échancrures de Couder comporte 7 zones. Les résultats ont été croisés sur les mesures réalisées en aveugle par deux testeurs.
Les profils ont été étudiés sur deux méridiennes tournées à 90° l’une par-rapport à l’autre.
Les ½ profils de l’onde pour chaque méridienne se présentent de la façon suivante :
Méridienne 1 : Pour accéder au bulletin de contrôle complet de la méridienne 1, cliquer ici
Méridienne 2 : Pour accéder au bulletin de contrôle complet de la méridienne 2, cliquer ici
Test à l’interféromètre de Bath :
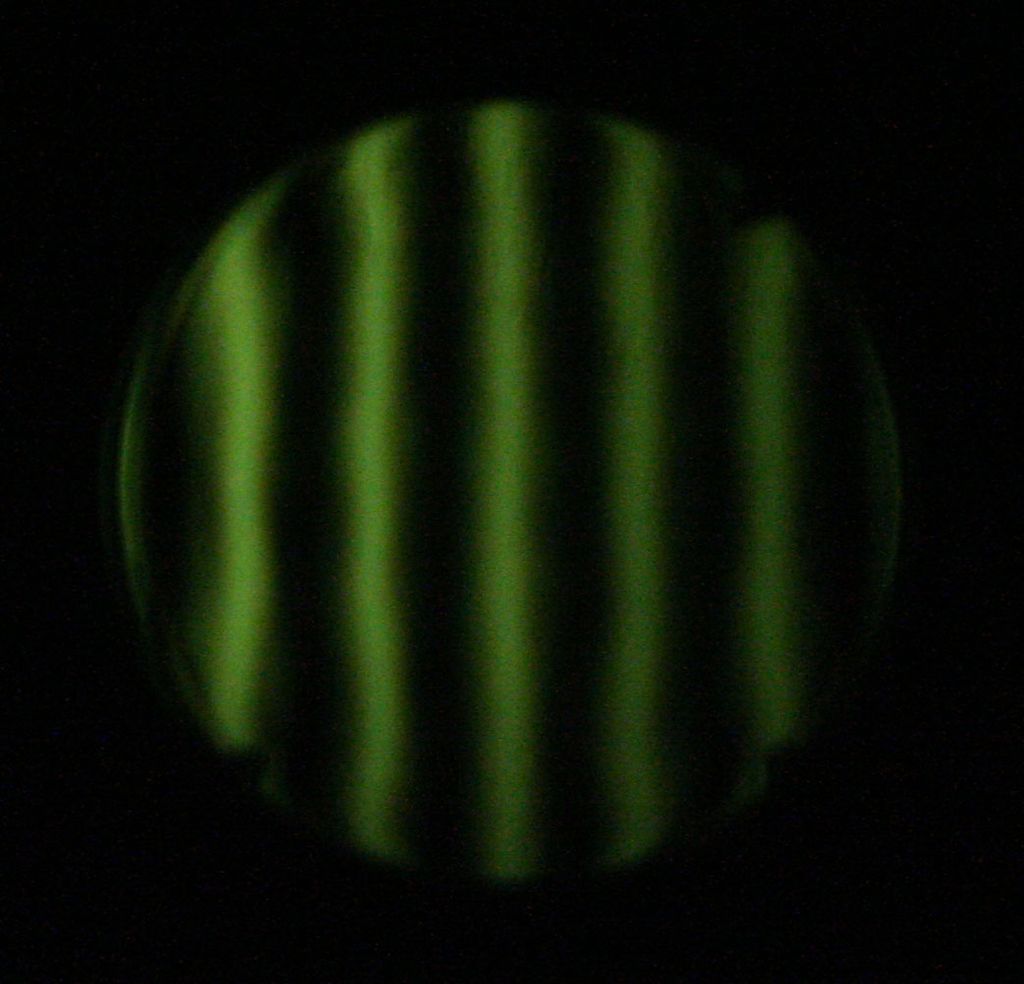
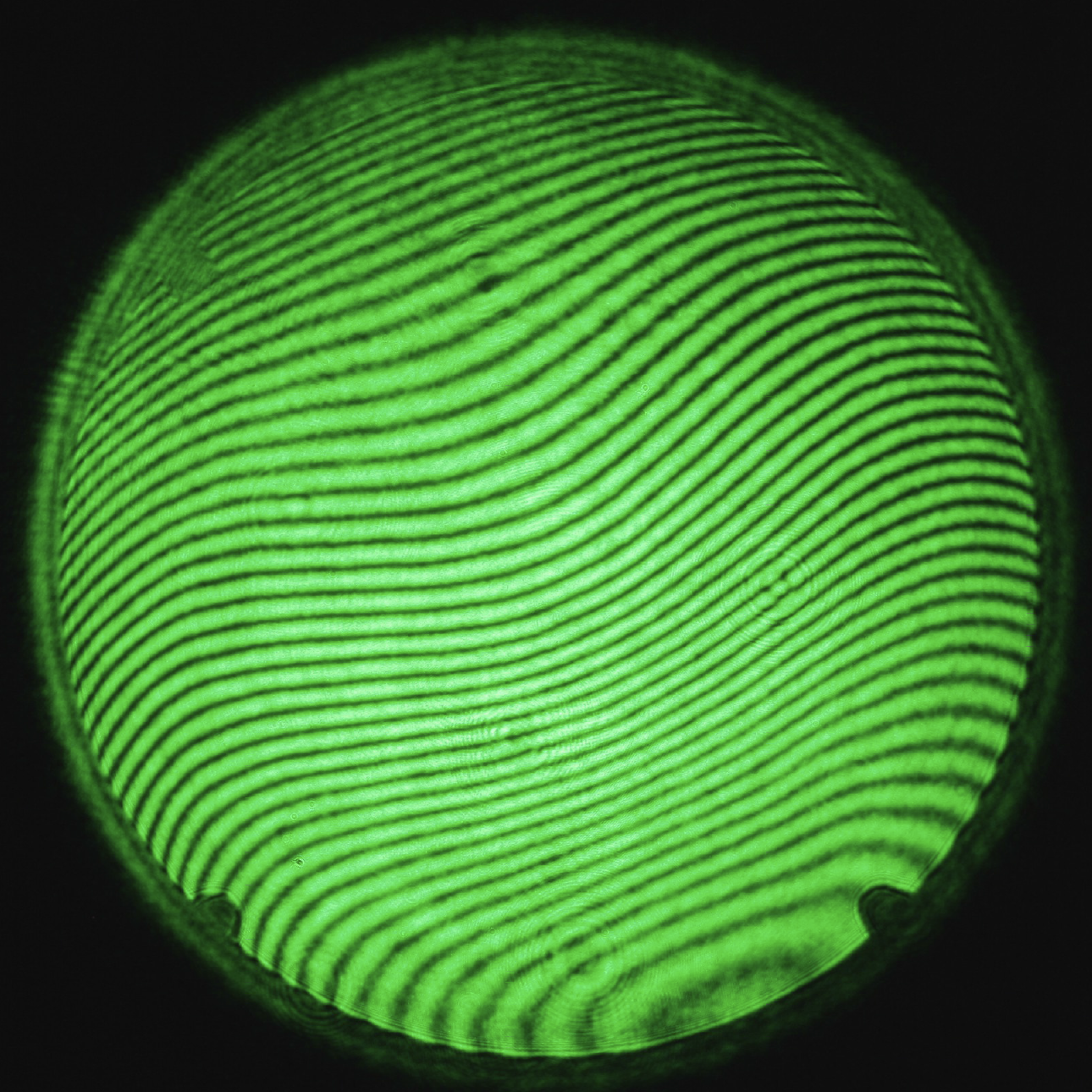
Afin d’effectuer les premiers tests, nous avons fabriqué sommairement un premier appareil basé sur un pointeur laser vert de qualité courante (532 nm de longueur d’onde) et de composants optiques achetés chez Surplus Shed (cube séparateur de 15 mm, miroir plan de 20 mm et lentille biconvexe de 10 mm de longueur focale) :

Malgré notre manque d’expérience, nous n’avons pas eu de mal à obtenir assez rapidement des interférogrammes de bonne qualité (la suite montrera que la chance y était pour beaucoup) :
Les premières tentatives d’analyse de ces interférogrammes ont été réalisées sur le logiciel OpenFringe via la méthode de traçage des franges. Face à notre manque de maîtrise de cet outil, nous avons fait appel à l’assistance de Charles Rydel puis Frédéric Jabet. Les résultats obtenus à l’aide de deux logiciels différents convergent :
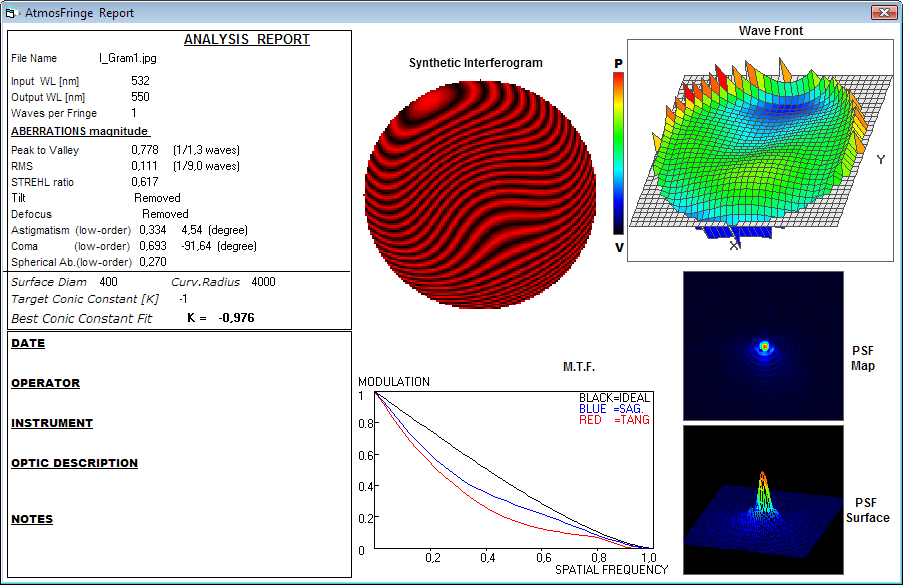
Logiciel AtmosFringe : Rapport de Strelh = 62%
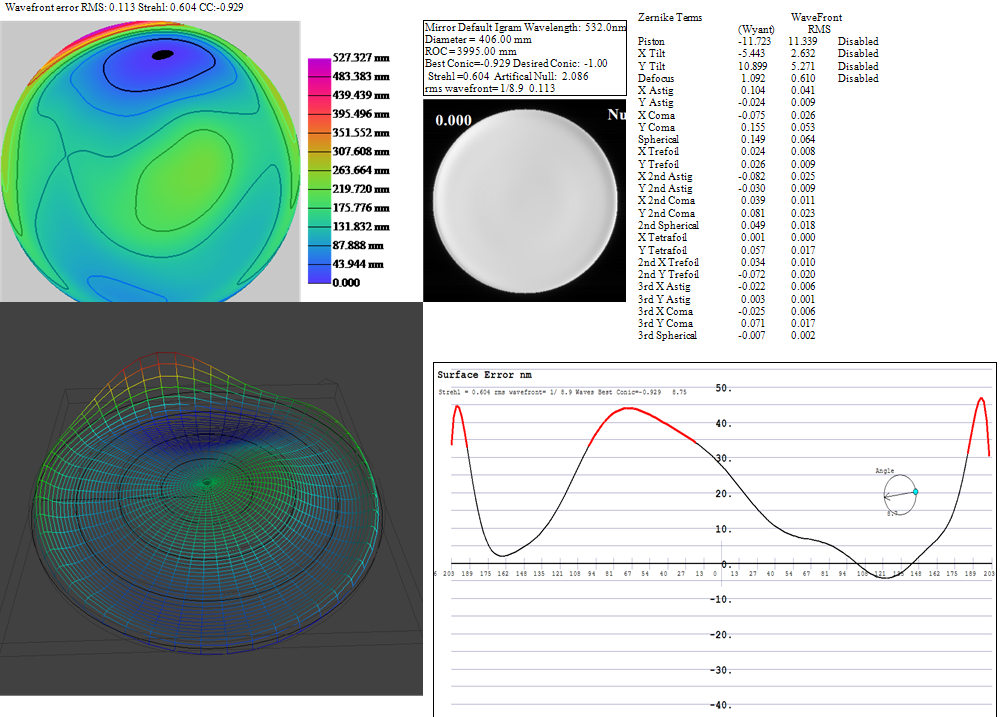
Logiciel OpenFringe : Rapport de Strelh = 60%
A l’évidence, les résultats des tests interférométriques sont bien moins flatteurs que ceux obtenus au Foucault d’atelier. Le choc est rude ! En l’état, la qualité du miroir n’atteint pas les critères que nous nous étions fixés :
L’aberration sphérique est particulièrement prononcée et de type sous-correction. On note par-ailleurs un astigmatisme important. Son orientation laisse toutefois supposer qu’il pourrait être causé par la pliure du miroir sur son support de contrôle (position verticale, maintien du bord par sangle). Le bord relevé à 11h est peut-être également dû à l’appui du haut du miroir sur le support de contrôle.
Ce premier contact avec le test interférométrique nous fait prendre conscience de son extrême sensibilité et de la rigueur sans faille qui doit nous guider pour aboutir à des résultats auxquels on peut se fier avec une relative certitude. Nous décidons en conséquence d’agir sur plusieurs plans afin de fiabiliser au maximum le test interférométrique :
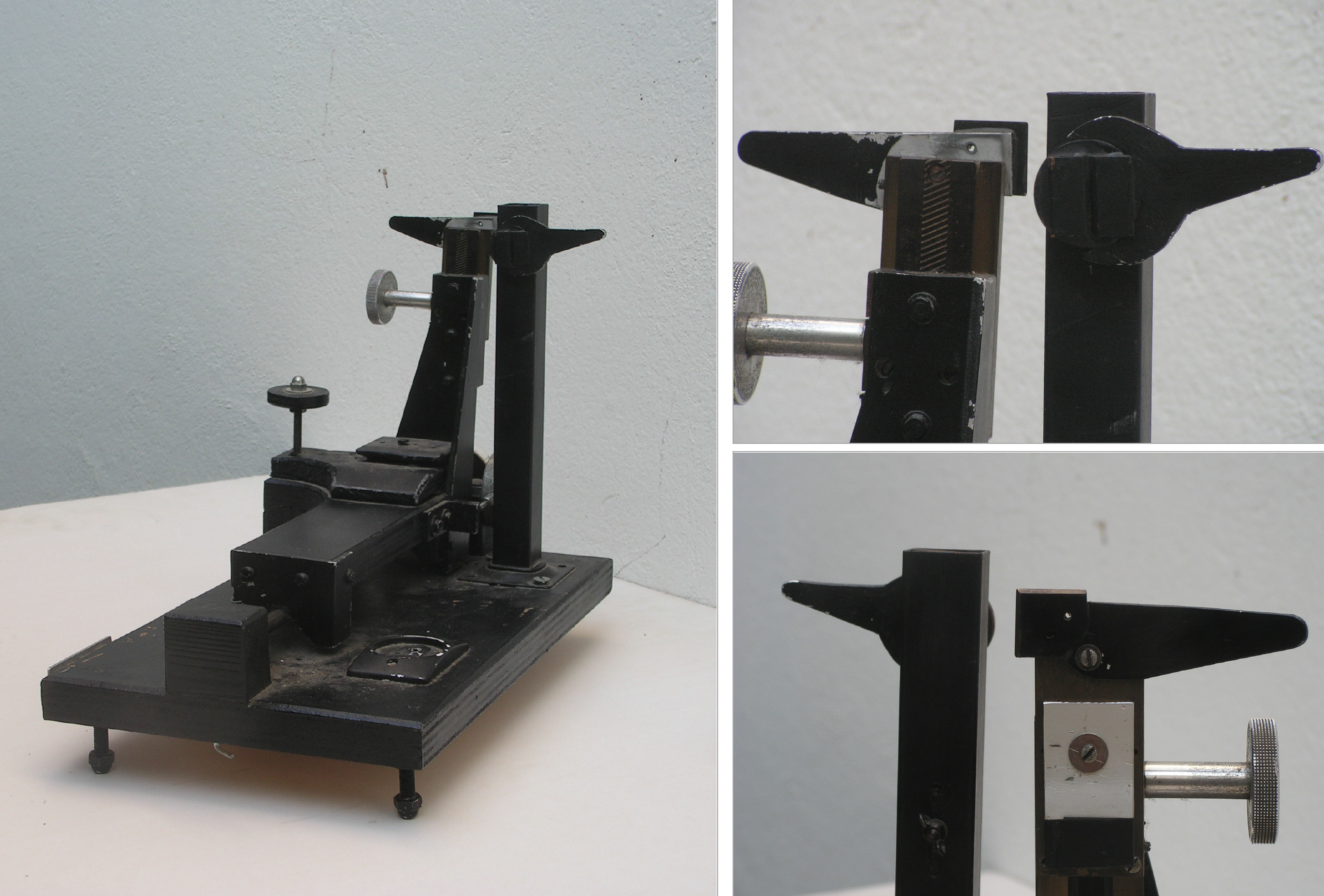
Amélioration du banc de contrôle :

Le miroir sera testé en position légèrement inclinée. Le miroir reposera sur un barillet intégré (9 points sur 3 triangles) et sera supporté sur sa tranche par 4 roulements (solidaires de 2 balanciers).
Afin de limiter la turbulence liée aux mouvements d’air lors des contrôles, un tunnel est réalisé à l’aide d’une structure tubulaire et une chaussette en tissu lycra en s’inspirant de la conception des tubes de télescopes Dobson. Celui-ci est léger, démontable et ajustable à différents rayons de courbure de miroirs.
La banc est ensuite équipé d’une table croisée xyz motorisée permettant d’accueillir différents instruments de contrôle (Foucault, Bath, contraste de phase, …). Ce dispositif permet d’effectuer des mouvements de réglages fins et de limiter les vibrations et turbulences dues aux opérateurs qu’il est possible d’éloigner grâce à un pupitre de commande.
Construction d’un nouvel interféromètre de Bath :
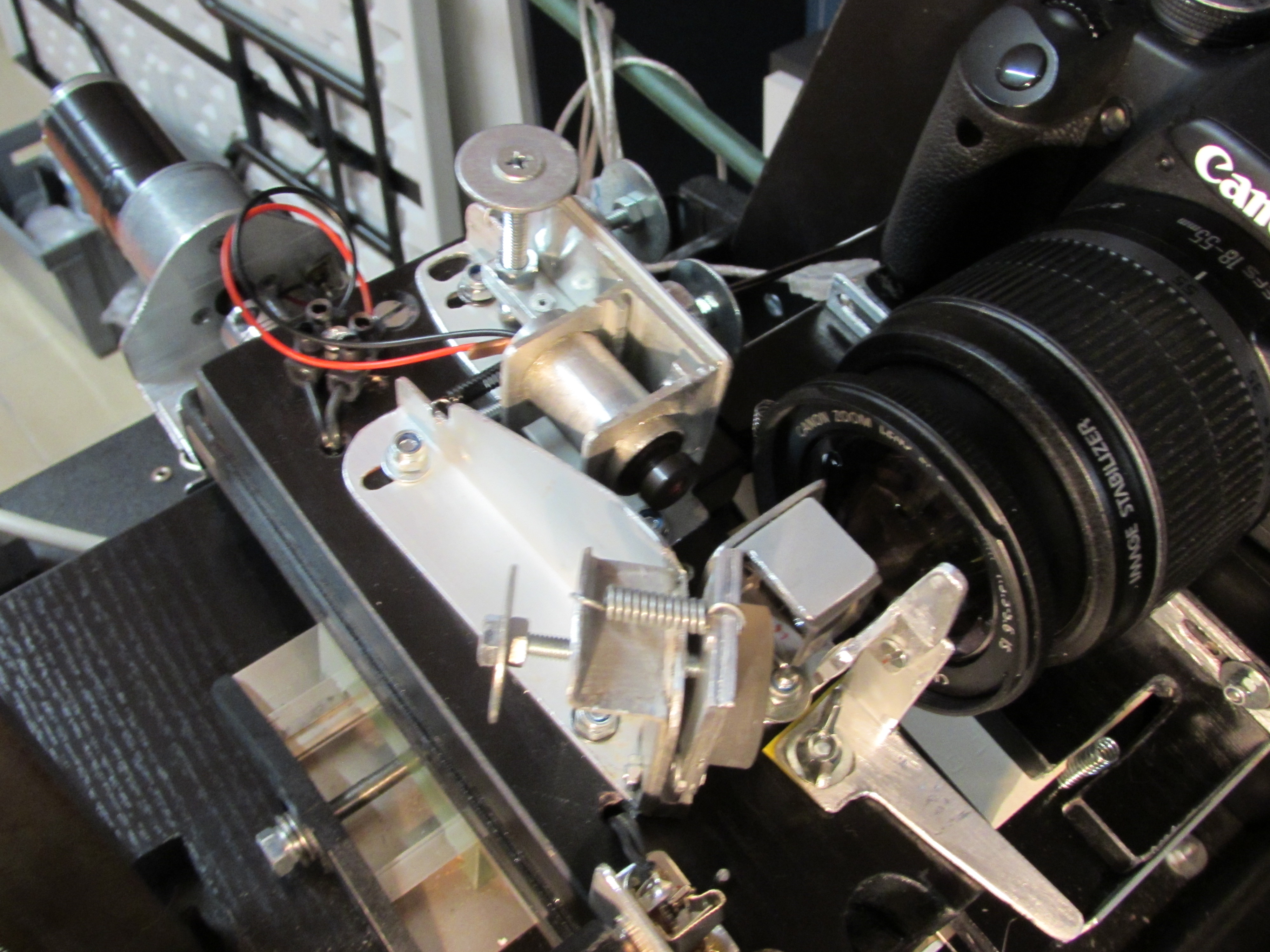
Cet appareil sera équipé d’un module laser rouge de qualité acheté chez Picotronic : Lentille en verre focusable, longueur d’onde calibrée avec précision (635 nm). Le choix s’est porté vers un laser rouge car il permet de régler son niveau d’éclairement en dessous de son niveau de lasing ce qui n’est pas possible avec un laser vert.
Les composants optiques ont été récupérés sur le précédent montage. Leurs supports ont toutefois été améliorés afin de disposer de plus de possibilités et de finesse dans les réglages. L’appareil imageur sera quant à lui embarqué sur la plate-forme xyz et disposera de réglages fins afin d’optimiser les alignements optiques.
- Utilisation de la dernière version d’OpenFringe et de ses différentes fonctionnalités permettant de fiabiliser les mesures :
Les interférogrammes seront traités par transformée de Fourrier (FFT), méthode bien plus précise que celle du traçage spatial des franges. Plusieurs fronts d’ondes seront moyennés pour une orientation donnée du miroir. Chaque moyenne ainsi obtenue subira une « dérotation » logicielle compensant la rotation physique du miroir. Une moyenne de ces différentes orientations sera enfin réalisée et tendra ainsi à annuler un éventuel astigmatisme de pliure dû au supportage du miroir lors des contrôles.
Une nouvelle campagne de mesures est alors engagée sur ces bases. L’annonce des résultats entraîne des soupirs de soulagement au sein du groupe :
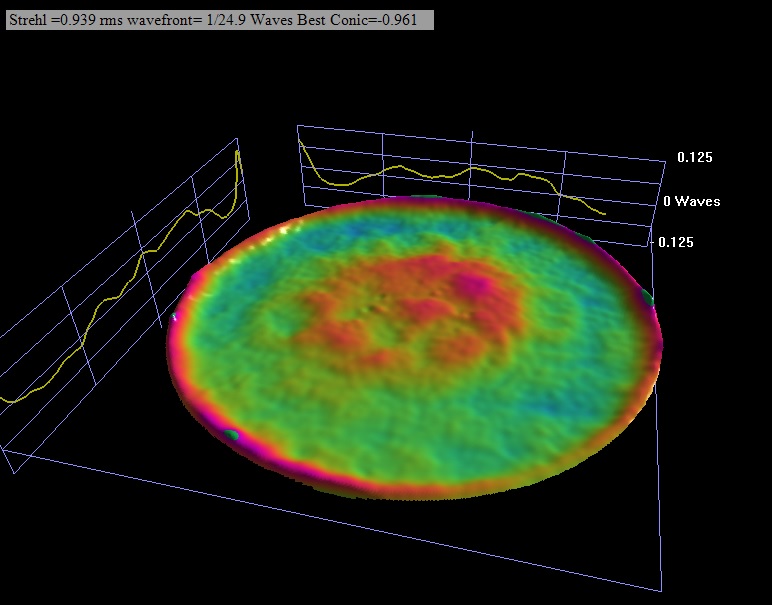
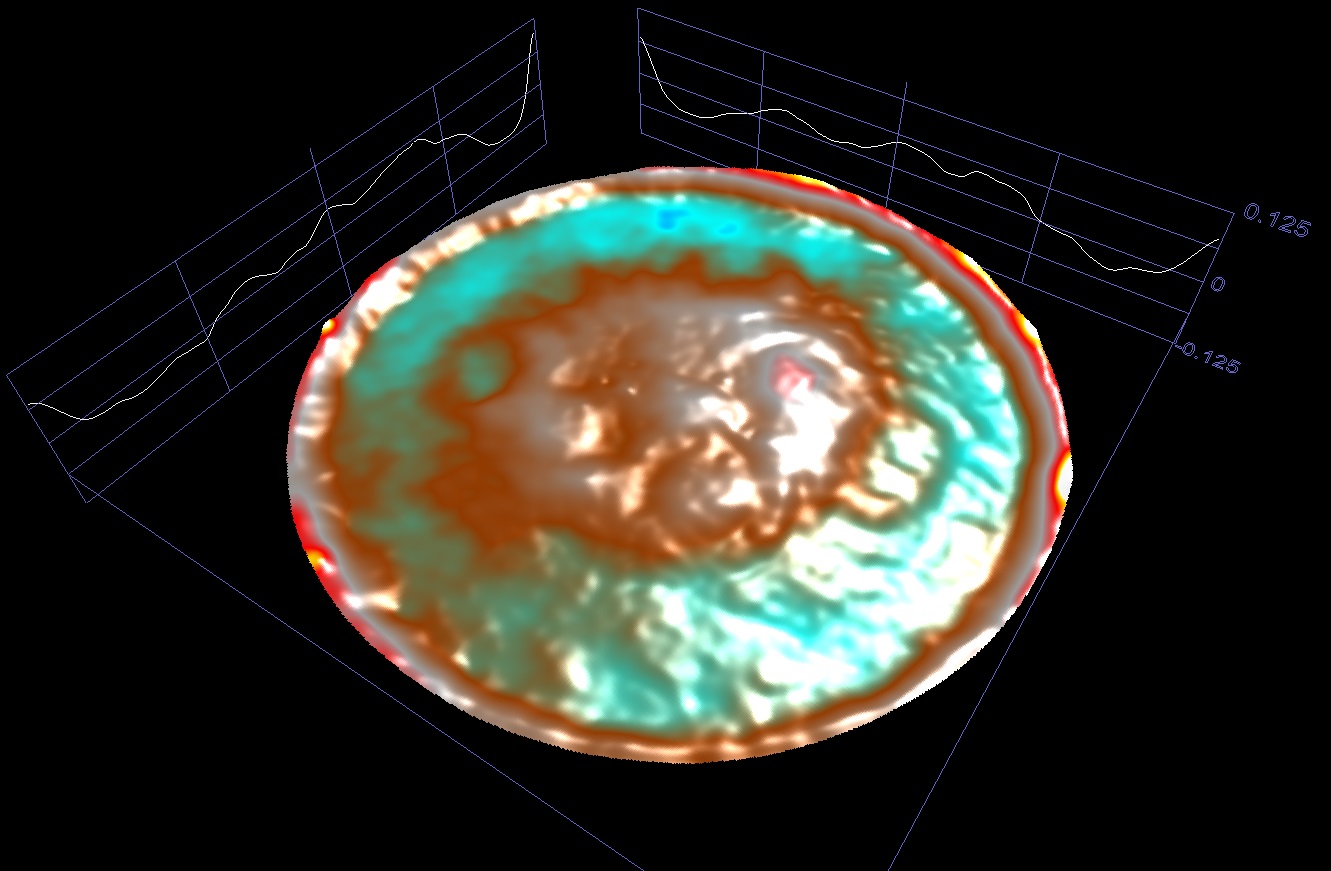
La modélisation 3D du front d’onde ne fait apparaître aucun astigmatisme !
La valeur RMS ressort à l / 25 sur l’onde soit un rapport de Strelh de 94%
La figure fait nettement apparaître le léger mamelonnage en forme de couronne au centre et qui avait déjà été détecté au Foucault.
La physionomie générale du profil de l’onde selon la méridienne 1 est relativement similaire à celle issue du test de Foucault :
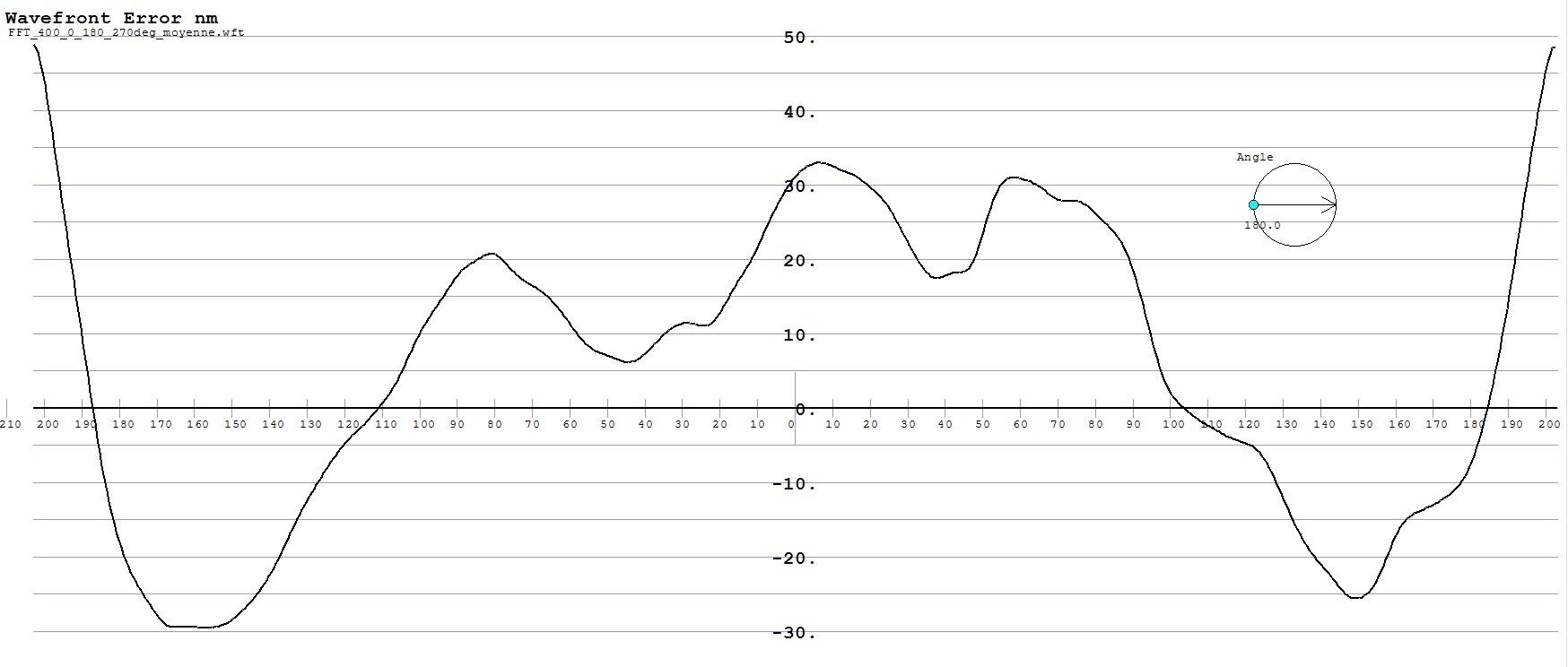
L’amplitude PTV est malgré tout plus marquée ce qui est un constat régulièrement dressé lorsque l’on compare des résultats effectués à l’appareil de Foucault comportant un nombre limité de zones et ceux issus d’un interféromètre échantillonnant une grande quantité de points de mesure à la surface du miroir.
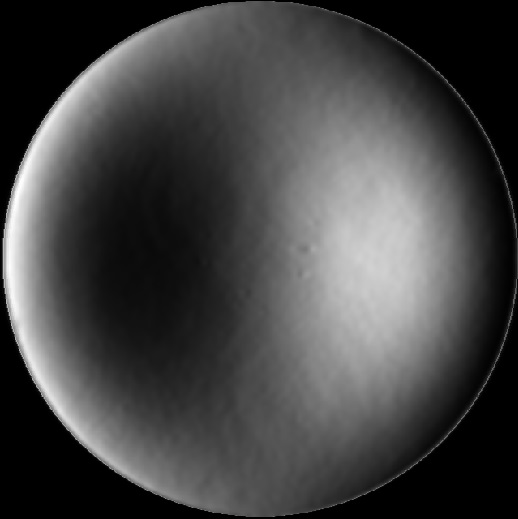
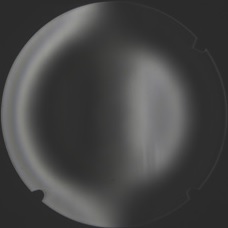
L’arrivée du nouveau logiciel DFTFringe de Dale Eason nous a donné l’occasion d’affiner nos résultats. On constate que la vue 3D du front d’onde initial présente une surface bosselée. Le logiciel dispose d’un filtre Gaussien passe-bas permettant de l’atténuer. Avant de procéder à ce traitement, encore faut-il se poser la question de savoir si ces défauts de faibles amplitude et surface reflètent la réalité de la forme de la surface optique ou s’ils résultent d’un phénomène artificiel lié à l’algorithme de reconstruction du front d’onde. Pour aider à trancher cette question, Dale Eason propose une méthode :
 |
 |
 |
 |
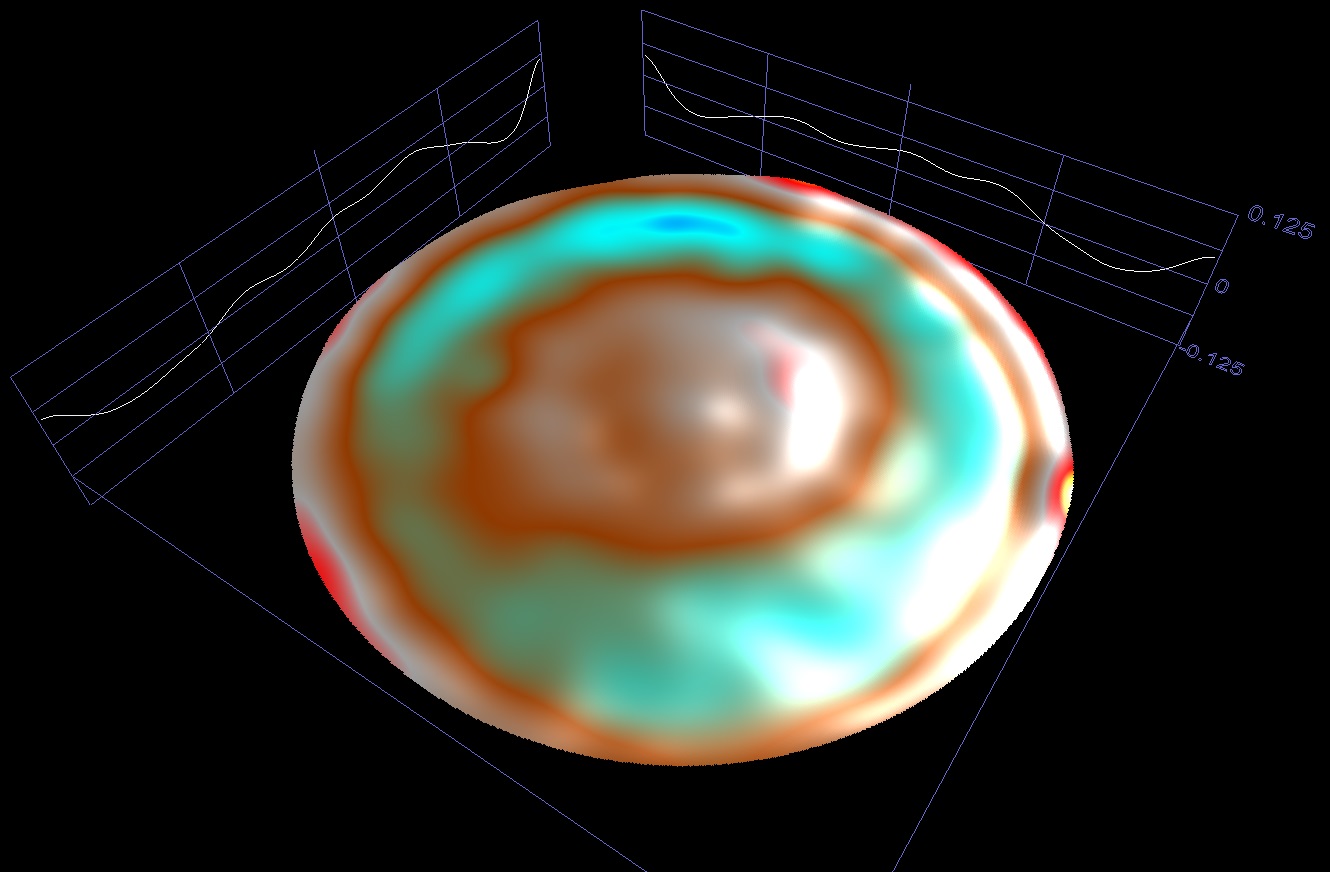 |
Il préconise d’utiliser la modélisation virtuelle d’un Foucaulgramme à l’aide du logiciel et de la comparer à un Foucaulgramme réel du miroir puis de jouer sur le réglage du filtre Gaussien jusqu’à obtenir un aspect comparable. Dans le cas présent, le foucaulgramme virtuel de départ (vue de gauche) présente un mamelonnage qu’on ne retrouve pas dans le foucaulgramme réel (vue du centre). En procédant par itérations sur la valeur de largeur du filtre Gaussien, nous avons obtenu un nouveau foucaultgramme (vue de droite) dont la douceur de la forme est plus fidèle à la réalité. La vue 3D du front d’onde s’en trouve également lissée. Dans ces conditions, les résultats de la précision du miroir s’améliorent un peu : RMS = l / 31 sur l’onde soit un rapport de Strelh de 96%.
Bilan des contrôles :
Il aura fallu beaucoup de temps et d’énergie pour fiabiliser les mesures du miroir.
Mais cette aventure n’aura pas été vaine : Elle nous aura fait prendre conscience de la rigueur extrême qu’il convient d’associer aux contrôles optiques et ce d’autant plus que les miroirs sont grands et les rapports d’ouverture faibles. Elle nous aura enfin convaincu, s’il en était besoin, qu’une méthode de contrôle ne peut prétendre seule à évaluer la qualité optique d’un miroir. Pour parvenir à cet ambitieux objectif, seul le croisement de plusieurs méthodes de contrôle constitue la voie à suivre.