La surface issue de l’ébauchage présente des irrégularités notables (défauts zonaux, astigmatisme) que l’opération ait été menée manuellement ou avec l’aide d’une machine. Il convient donc de « réunir » cette surface pour l’amener vers la meilleure sphère possible. On en profitera également pour « effacer » les écailles profondes qu’un travail d’ébauchage agressif aura provoquées dans le verre. Enfin, le réunissage permettra d’ajuster le rayon de courbure au plus prêt de la valeur choisie.
On procède en général avec l’outil pleine taille que l’on positionne alternativement dessus ou dessous. Pour corriger la valeur du rayon de courbure, on privilégiera l’une ou l’autre de ces positions (miroir dessus pour raccourcir le rayon de courbure, miroir dessous pour le rallonger). L’abrasif utilisé est le Carbo 120 voire 180 si la surface ébauchée est relativement régulière au départ. Tout d’abord, on réalise quelques séchées sans lester le disque supérieur le temps d’user grossièrement les carreaux les plus saillants. On utilise de préférence des courses droites centrées d’environ 1/3 D d’amplitude. En début de travail, on « sent » les carreaux saillants qui agissent comme des pivots. Quelques séchées plus tard, on leste le disque supérieur avec des masses réparties (par exemple 10 à 15 kg pour un 400). En effet, le poids accélère le travail du verre et améliore l’état de surface.Assez rapidement le niveau d’ensemble des carreaux s’égalise et les courses offrent une résistance homogène. On emploie ensuite des courses normales toujours de 1/3 D d’amplitude en essayant de varier leur forme (W, infini, 8). On vérifiera l’homogénéité du réunissage au sphéromètre et/ou en vérifiant l’effacement régulier de lignes tracées au feutre indélébile sur le miroir.
Le réunissage peut être considéré terminé lorsque la forme est homogène et l’état de surface régulier (dépoli homogène dépourvu de grosses écailles d’ébauchage). Un nettoyage complet et méticuleux doit alors être effectué avant de passer à l’étape suivante : changement des revêtements plastiques (poste, desserte), nettoyage du point d’eau et du support de nettoyage des disques, changement des cales, changement du molleton, changement des accessoires (brosses, éponges, chiffons, …), nettoyage des masselottes, …
|
Les étapes et les gestes du réunissage
|
 |
 |
 |
 |
|
Le Carbo 120 est saupoudré à sec sur la surface du miroir ou de l’outil avec une petite cuillère ou une salière.
|
On pulvérise de l’eau sur l’abrasif puis on mélange le tout en une sorte de boue avec le doigt.
|
On pose très délicatement le disque supérieur en décalé par rapport au disque inférieur (pour passer les mains) et bien parallèle à lui. |
On centre ensuite le disque supérieur en le poussant et le soulageant de son poids. (Vidéo) |
 |
 |
 |
 |
|
On réalise quelques courses de répartition de l’abrasif en soulageant le disque supérieur.
|
On adopte d’abord des courses droites de 1/3 D. (vidéo) |
Au bout de quelques séchées, on leste le disque supérieur avec un poids significatif (ici 4 masselottes de 2,5 kg chacune)
|
Au début tous les carreaux ne touchent pas (par transparence du dos du miroir humecté d’eau, on voit que l’abrasif ne se réparti pas uniformément).
|
 |
 |
 |
 |
|
On peut constater le phénomène en observant l’outil séché à contre jour (parties non usées des carreaux plus brillantes)
|
A la fin d’une séchée, on nettoie à la douchette le miroir posé sur un support … |
… et on éponge la surface des carreaux de l’outil (on laisse les grains dans les sillons : ils retomberont lorsque l’outil sera dessus et réalimenteront le travail |
On alterne miroir dessus ou dessous pour homogénéiser la forme et ajuster le rayon de courbure. |
 |
 |
 |
|
| Lorsque la majorité de la surface des carreaux touche, on adopte des courses normales de 1/3 de diamètre aux formes variées (vidéo1) ou (vidéo2) | Pour vérifier l’avancement du réunissage, on quadrille la surface du miroir au feutre indélébile … | … puis on contrôle que ces lignes s’effacent de manière homogène sur la totalité de la surface. | On peut aussi contrôler au sphéromètre que la flèche est constante du centre jusqu’au bord. |
 |
 |
 |
 |
| On contrôle avec une loupe puissante (ou à l’oculaire) l’état de surface et l’effacement des fractures d’ébauchage en éclairant le miroir par en dessous. |
Aspect de l’état de surface à l’issue du réunissage. |
Si les séances sont espacées en temps, on laisse le miroir sur l’outil. Les carreaux de celui-ci ainsi pressés ne bougeront pas par rapport à la forme sphérique d’ensemble. |
En fin de session d’abrasif, on procède au nettoyage minutieux de l’outil à la douchette et à la brosse à dents particulièrement entre les carreaux de céramique. |
 |
 |
||
|
On retaille un peu la poix (si nécessaire)
|
On repasse enfin une ou deux couches de vernis notamment entre les carrés. |
||
|
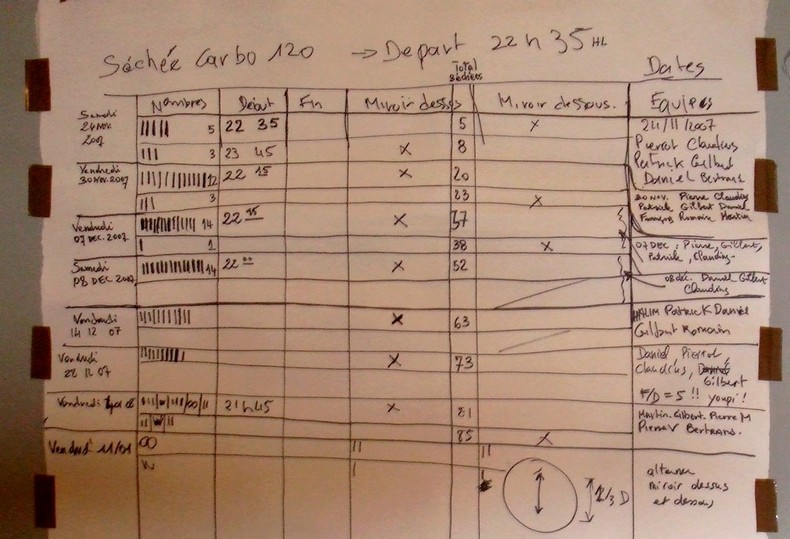
Pour notre 400 le bilan du réunissage s’établit de la façon suivante : |
||||
|
Séchées Carbo 120 |
Les équipes
|
|||
|
Dates |
Nombres Miroir dessus |
Nombres Miroir dessous |
Total des séchées |
Pierrot/Patrick/Claudius/Gilbert/Daniel/Bertrand Pierre/Martin/Romain/François /Halim /Geoffroi /Eduard/Guy/ |
| 24/11/07 |
3 |
3 |
6 |
|
| 30/11/07 |
12 |
3 |
15 |
|
| 07/12/07 |
14 |
1 |
15 |
|
| 08/12/07 |
14 |
0 |
14 |
|
| 14/12/07 |
11 |
0 |
11 |
|
| 22/12/07 |
10 |
0 |
10 |
|
| 04/01/08 |
8 |
4 |
12 |
|
| 11/01/08 |
3 |
1 |
4 |
|
|
|
|
|
|
|
|
Total |
75 |
12 |
87 |
|

ci dessous le tableau original :